
Mold-rotation System
PRESSURE CASTING MACHINE
model YGP-2SN / GAPMAN
デスクトップの鋳型回転機構を搭載した加圧鋳造機。
小物の試作や少量生産にベストマッチ!
オンリーワン・ジュエリーの生産にジャストサイズな高性能鋳造機です。
- 卓上でも、ゴールド・シルバーからプラチナ・ステンレスまでこなすマルチプレーヤーです。
- モールド・ローテーション(鋳型回転)機構により、鋳巣の発生リスクを軽減。
- アナログ式で、直感的な操作が可能です。
- キャストタイマーにより品質の再現性が確保できます。

・

手動傾注式
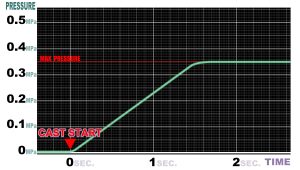
キャストタイマーに入力された時間が経過すると、鋳造開始をブザー音で知らせます。ブザー音が鳴ったら傾注レバーを引き注湯します。加圧から排圧までは自動で行います。


仕様
| 型 式 | YGP-2SN / GAPMAN |
| 入 力 電 源 | 単相200V 4kVa |
| 出 力 | 2.5kW |
| 発振周波数 | 130kHz |
| 最 大 圧 力 | 0.3MPa |
| 溶 解 方 式 | 高周波誘導加熱 |
| 溶解雰囲気 | 大気・真空・不活性ガス |
| 真 空 度 | ロータリーポンプ |
| 最大溶解量 | カーボンルツボ 8.0㏄ シリカルツボ 5.6㏄ |
| 最小溶解量 | カーボンルツボ 0.1㏄ シリカルツボ 0.7㏄ |
| 鋳型サイズ | Φ76×70(㎜) |
| 測 温 方 式 | ナシ |
| 運 転 方 式 | アナログシーケンス レバー式手動傾注(傾注完了後自動加圧) |
| 機 械 寸 法 | 440Wx457Dx610H(mm) |
| 機 械 重 量 | 55kg(真空ポンプを除く) |
| 付 属 品 | ダイアフラム式ポンプ(15ℓ / 分) |
| フェールセーフ 及び安全機構 | ■アラームブザー 【冷却水異常】【過電流】【機械動作制限時間】 ■ハッチロックセンサー (ロック未完了時は圧力充填不可) |
- 御社の安全基準にあわせた安全機構にも対応致します。
- ボディカラーの変更にも対応致します。
※色や塗装方法などによりご希望色に対応できない場合があります。


付属品

GAP-P シリカルツボ
高融点用のシリカ製ルツボ。ルツボカバーと同じ形状ですが、底穴はありません。

GAP-G カーボンルツボ
1250℃以下の金属の溶解に使用するルツボで、ルツボカバーに装着して使用します。

GAP-CG ルツボカバー
GAP-Gカーボンルツボのソケット。溶解ルツボとしては使用できません。(底部に穴あり)

ターンテーブル
鋳型回転用の鋳型を乗せる回転台。上面に鋳型ベースを乗せて使用します。

鋳型ベース
ターンテーブルの上に装着します。この上に鋳型を置くための耐火性鋳型台です。
.jpg)
鋳型ベース(アジャスター)
鋳型の高さ調整などで鋳型ベースと併用して使用します。

チャンバー銅トレイ
鋳型チャンバー内に装着する銅製のトレイで、万が一溶けた地金がこぼれた場合の保護用です。
.jpg)
遮光ガラス
チャンバーハッチの覗き窓に装着されているパーツで、予備としてセットされています。

加熱コイル交換用レンチ
加熱コイル交換の時に使用する専用レンチです。

冷却水用ホースバンド
冷却水の入口と出口に使用するためのホースバンドです。3個添付されています。

電源ケーブル
電源接続用の単相(3芯)ケーブルです。標準装備で5mです。

真空ホース
真空ポンプと鋳造機を繋ぐための専用の配管ホースです。

真空ポンプ
15L/分の真空ポンプです。鋳造機の横か、鋳造機を置く台に設置して使用します。
鋳造品実用例
宝飾品から小物の工芸品の少量生産に最適。インダクション溶解の加圧鋳造ではいちばんコンパクトな鋳造機です。
-

- 3Dプリンター造形物からの宝飾品(レッドゴールド)
-270x300.jpg)
-
- 自然物/野菜 オクラ・ヤングコーン(真鍮・ベリリウム銅)
真鍮・ベリリウム銅-270x300.jpg)
-
- ボタン状のかざり金具(真鍮)

-
- 宝飾品 空枠(スターリングシルバー)

-
- 宝飾品パーツ(プラチナ)
-270x300.jpg)
-
- 仏像(ブロンズ)

-
- フィギュア パーツ(洋白銀)

対象金属と溶解量

カーボンルツボ
容 積:10 cc
使用量: 8 cc
シリカルツボ
容 積: .7 cc
使用量:5.6 cc
カーボンルツボで溶解する金属 シリカルツボで溶解する金属
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
■ パラジウムを含有するホワイトゴールドは、Pdの含有量によりシリカルツボでの溶解を推奨します。
■ 銅合金であっても、ニッケルを多く含有する白銅や洋白銀など融点が1200℃を超える合金の溶解にはシリカルツボでの溶解を推奨します。
■ 純鉄や銑鉄など変態点を持つ鉄系合金の場合、鉄の含有量や溶解量などにより専用機が必要な場合があります。
■ ハンダ材系の低融点合金のバビットメタル(ホワイトメタル)やピューターなどのスズ・亜鉛合金の溶解・鋳造には、電気抵抗式の溶解炉や希望する製品の形状によってはラバーキャスト遠心鋳造機をお勧めします。
※ ご購入前に対象となる金属の種類をお知らせ下さい。複数の合金を鋳造する場合には、溶解量や合金の種類(組み合わせ)により、装置の設定が必要な場合があります。
※ 変態点を持つ鉄系合金の場合、鉄の含有量や溶解量などにより専用機が必要な場合があります。
※ ステンレスなどの鉄系金属やインコロイなどニッケル含有が多いニッケル合金で融点1200℃以上の金属のみが鋳造対象となる場合には、鋳造物のサイズによっては 真空加圧鋳造機をお勧めします
※ 高融点ホワイトゴールドを除くカラーゴールドなどの金合金や真鍮などの銅合金、銀合金、ジェラルミンなどのアルミニウム合金のみが鋳造対象となる場合には、鋳造量や鋳造物のサイズにより、真空吸引加圧鋳造機をお勧めします。
※ チタンやジルコニウムなどには、専用のアルゴンアークチタン鋳造機をご使用下さい。
スターターキット
推奨される初期導入の消耗材料と器具(一例)
弊社は、装置を導入後の当座必要となる消耗材料や、最低限必要な交換パーツなどを装置の導入時にご購入いただくことを強く推奨しております。数量等はご購入前に弊社営業スタッフとご相談いただき、お見積り書にご記載いたします。
鋳造目的の金属の種類により以下の内容と異なる場合がありますので予めご了承ください。
GAP-P シリカルツボ
高融点用のシリカ製ルツボ。ルツボカバーと同じ形状ですが、底穴はありません。
GAP-G カーボンルツボ
1250℃以下の金属の溶解に使用するルツボで、ルツボカバーに装着して使用します。
GAP-CG ルツボカバー
GAP-Gカーボンルツボのソケット。溶解ルツボとしては使用できません。(底部に穴あり)

加熱コイル
加熱コイルは半消耗品です。万が一の場合に備えての予備用です。

湯口ゴム型
プラチナ鋳造で白金加圧専用ワックスツリーを作るためのメインスプルーと湯口用のゴム型です。

石英棒
溶解時の高融点金属を攪拌するための攪拌棒です。

シリカ系埋没材 オール89
100%シリカの高融点金属専用の埋没材です。あらゆる金属(チタンを除く)に使用できます。
.jpg)
シリカ系埋没材 オール1
シリカ系の埋没材ですが、鋳型の脱水用に使用します。

脱水紙(1束/100枚入り)
バインダー水溶液とシリカ系埋没材を混錬し、スラリーを鋳型に流し込んだ後の脱水で使用します。

アルマリング Φ76×70H
高融点金属用の鋳型枠。表面に耐火処理が施されています。※上記以外のサイズあり

ステンリング Φ76×70H
通常の金属用の鋳型枠。金・銀・銅合金などで使用します。※上記以外のサイズあり

脱酸材
金属溶解時のガスを抜くための添加材です。写真はプラチナ用50g。
オプション
任意でお選びいただける補助機能機器
■ 冷却水循環装置又は、冷却機能付き循環装置(チラー)
■ 冷却水循環用ポンプ
■ ノイズフィルター
■ ダウントランス(海外での使用時)
※設置場所の環境や条件等により一部のオプション装備が必須となる場合もあります。