横型遠心鋳造機
横型遠心鋳造機の構造イメージ
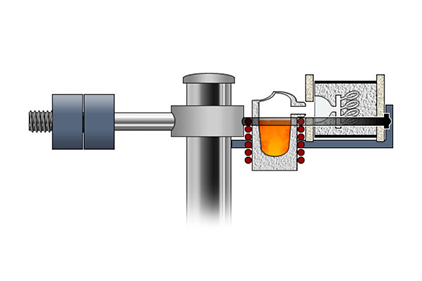
回転軸を中心に回転する回転アームに鋳型を置き水平方向に回転させ遠心力を得ます。回転の同心円状にバランスウェイト(錘)を設け回転の重心が中央の回転軸に来るように調整し回転を安定させます。
鋳型の手前に配置されたルツボで金属を溶解し、溶解完了後に回転を開始します。
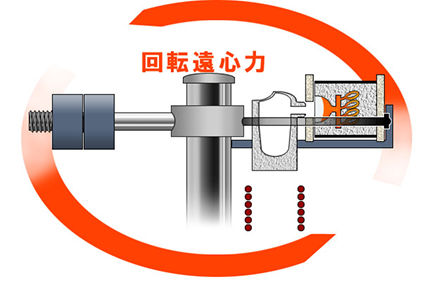
外部溶解(溶解機能が搭載されていない装置)の遠心鋳造機では、ルツボ内の金属をバーナー炎などで溶解し、溶解完了とともに回転を開始します。
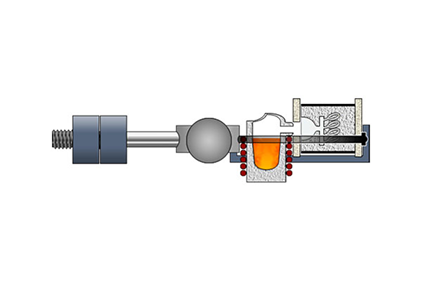
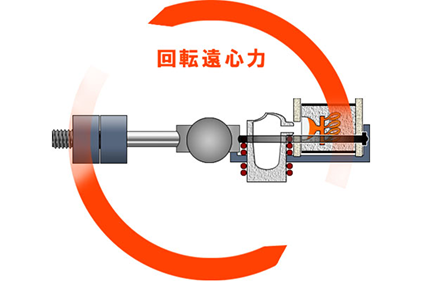
インダクション式など溶解機能が搭載されている装置では、加熱コイル内のルツボにあらかじめ金属を入れ溶解を開始します。
溶解完了とともに加熱コイルが下がりルツボと鋳型が回転する方式です。真空遠心鋳造機は溶解及び鋳造を真空中でできるよう溶解チャンバー全体を真空にできるような密閉容器(チャンバー)を搭載しています。
縦型遠心鋳造機
縦型遠心鋳造機の構造イメージ
回転軸を中心に鋳型を回転させる原理は変わりませんが、回転方向を垂直方向に行う機構となっています。
装置の設置面積を小さくできる利点があります




