
*
YGPシリーズの鋳造機は、銅合金・シルバー・ゴールドから
ステンレス・プラチナまで、1台で鋳造可能なハイブリット・
マルチキャスティングマシーンです。

特徴
■ ルツボの交換だけで、あらゆる金属の鋳造※1が可能(加熱コイルを交換する必要がありません)
■ 加圧鋳造なので、スタティックキャスティング【静動鋳造】が可能
■ 特にプラチナ鋳造では、自社開発の白金加圧専用のワックスツリー形状により、より少ない押し湯で鋳造が可能
■ モールド・ローテーション【鋳型回転】機構(特許)により、より鋳巣の少ない鋳物が期待できます
■ 使いやすく、操作に柔軟性のあるアナログ式鋳造機
■ オプションで放射温度計※2などが追加できます
※1 すべての金属が対象ではありません。
※2 放射温度計が標準装備されている鋳造機もあります。



※掲載されている装置のデザイン・仕様は、改善のため予告なく変更する場合があります。
※鋳造工程には、鋳造機以外の装置が必要です。
※設置条件はこちらのページをご覧ください。また、設置にあたって、電波管理局への申請が必要です。
※海外への設置や輸出には、]輸出許可が必要です。(YGP-2SNは対象外)
YGPシリーズの対応金属
![]()
![]()
![]()
![]()
![]()
![]()
![]()
金合金・銀合金・銅合金・プラチナ・パラジウム・ステンレス等
白金合金:一般的なプラチナ合金(パラジウム割り・ルテニウム割り・コバルト割りなど)
鉄合金:オーステナイトやマルテンサイトなどのステンレス鋼
金合金:一般的な金合金(K5 - K22・純金)グリーンゴールド・レッドゴールド・ピンクゴールド・高融点ホワイトゴールドを含むホワイトゴールド
銀合金:スターリングシルバー・コインシルバー・食器用シルバー・電気接点用シルバー・白四分一など。
銅合金:洋白銀・真鍮などの黄銅・白銅・青銅・四分一・赤銅・ベリリウム銅・丹銅など。
アルミニウム合金:ジェラルミンなど。
低融点合金:ピューター・ホワイトメタルなどのスズ・亜鉛合金
※ご購入前に対象となる金属の種類をお知らせください。複数の合金を鋳造する場合には、溶解量や合金の種類(組み合わせ)により装置の設定が必要な場合があります。
※純鉄や鋳鉄の溶解には、鉄の含有量や溶解量などにより専用の調整が必要となります。
※チタニウムやジルコニウムは溶解方法が異なるため鋳造ができません。
※タングステン・タンタル・ニオブなどの超高融点金属は対象外となります。
シリカルツボと黒鉛ルツボが一台で使用可能
一般的な鋳造機には、金・銀・銅合金などの溶解温度が1000℃付近までの金属を溶解するための黒鉛ルツボと、プラチナやステンレスなどの高融点金属を溶解するシリカルツボとの併用は不可能です。
YGPシリーズの鋳造機は、この両方のタイプのルツボが兼用できます。

モールドローテーション(鋳型回転)機構
YGPシリーズの鋳造機は、鋳型回転機構(特許)により、より鋳巣の少ない鋳物が期待できます。
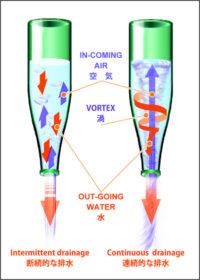
この原理は、鋳型を低速で回転させることにより、鋳型内に空気柱をつくり鋳込まれる溶湯に対して抵抗の少ない入路と鋳型に内在するガスの出路を確保し、スムーズな置換が行える理論です。
身近なことで検証すると、水で満たされた瓶を逆さにして中の水を排出させるとき、そのまま瓶を逆さにするよりも、瓶を回して水の渦をつくると水の排出とそれに伴う空気の流入がスムーズに行われ、より早く水が排出されることと同じ現象です。
YGPシリーズの鋳造機には、この特許機構が搭載されています。

スタティック・キャスティング(静動鋳造)とは
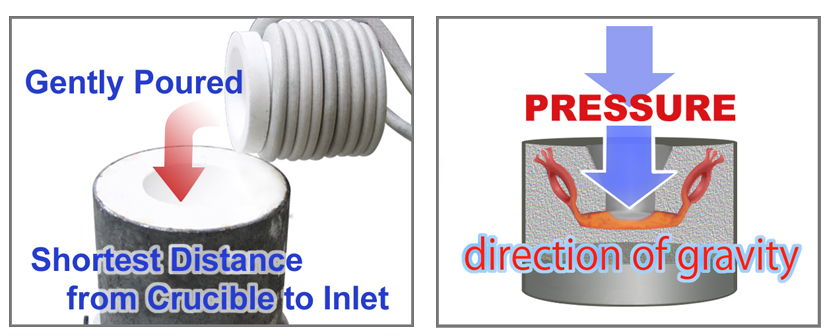
スタティック・キャスティングとは、鋳造において溶湯は乱流の発生を抑えるため『最短の移動距離』で『なるべく静か』に行われることが理想的であるという理論です。
加圧鋳造は、スタティック・キャスティング(静動鋳造)理論にもっとも近い理想的な鋳造が可能な鋳造方案です。
特にプラチナの鋳造では、遠心鋳造に比べて鋳造時の溶湯の乱流を抑えることが可能なため、発売以来、日本はもとより海外でも多くの納入実績を誇っております。
海外ではプラチナの加圧鋳造(白金加圧鋳造)は、ハイクオリティキャスティングの代名詞ともなっています。
独自の鋳造ツリー構造は、より少ない押し湯でキャストが可能
プラチナ鋳造では、加圧鋳造の利点を最大限に生かすため、独自のユニークな鋳造ツリーを考案。通常の鋳造ツリーと比べて押し湯量がより少ないため、地金の運用も経済的に行えます。
しかも、圧倒的な製品比率(全体の溶解量に対する製品部の比率)が稼げるので、他の鋳造機と同じ溶解量でも、製品となる地金が多いため、地金運用費用の高い費用対効果も期待できます。
また、押し湯が少ないため地金のリターン材とヴァージンメタル(新地金)の混合比率が安定し、良いとされる50:50の比率が安定的に確保できます。

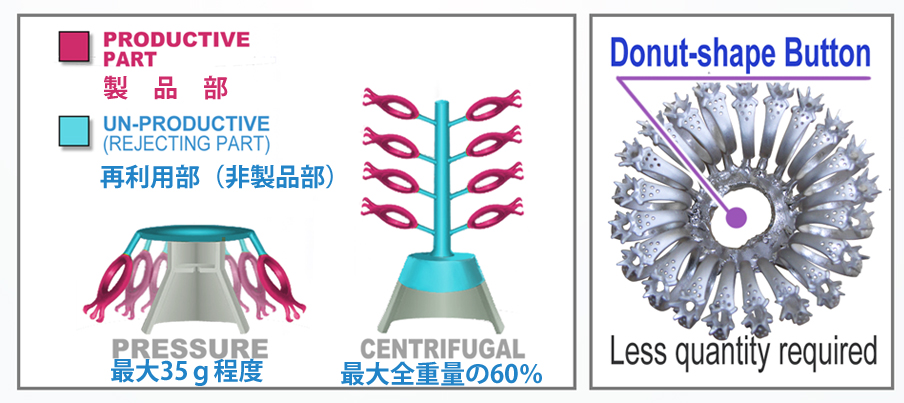
一般的なプラチナ用遠心鋳造機の場合、全溶解量の40%~60%が非製品部となります。
例えばPtが300g溶解の遠心鋳造機の場合、製品部は120g~180gで、120g~180gの地金を再利用しなければなりません。一方白金加圧鋳造機の場合では、例えば150gの溶解でも押し湯量は35g程度で、製品としての地金量は115gとなります。
| 全溶解量 | 製品部 | 押し湯量 | |
| 遠心鋳造機 | 300g | 120g~180g | 120g~180g |
| 白金加圧鋳造 | 230g | 70g |