
焼成炉内の鋳型の温度が、希望する温度になったら1時間係留します。その後、鋳型を鋳造機にセットして地金の溶解を開始します。希望する鋳造のタイミングで溶湯を鋳型に鋳込みます。

鋳造の基本
地金の溶解
『バーナー溶解』『電気式溶解炉による溶解』『誘導加熱溶解』の3種類に分けられます。その他溶解方法は『アーク溶解』や『コークスによる溶解』などがあります。
『バーナー溶解』
溶湯の客観的な温度管理は不可能なので、鋳型温度の調節で鋳造温度の管理を行います。
『電気式溶解炉による溶解』
デジタルで温度が表示されるので、客観的な温度管理が可能です。
『高周波誘導加熱による溶解』
鋳造機との併用となるため、使用する鋳造機に測温機能が搭載されているか、されていないかによります。
『温度表示』の要・不要は、オペレーターの好みも含め一概に言えませんが、温度表示機能が搭載されていなくても、溶解のある時点からキャストタイマーで時間をカウントする『溶解時間』によって溶解基準を設けて客観的な鋳造タイミングを計る方法があります。
温度表示が表示されていても、溶湯の測温位置や計器の誤差などにより実際の地金温度とは異なることがあるため、何れの方法にしても、ある程度の経験値で結果が左右されます。
鋳造方案
おおまかに分けて4つの方案があります。このうち自重圧は、ここでご紹介するような小さな物の鋳造には不向きなので、事実上は『遠心鋳造』『吸引鋳造』『加圧鋳造』の何れかの方法で鋳造を行います。
傾注方法
吸引と加圧に関しては、地金傾注の方法が2種類あります。
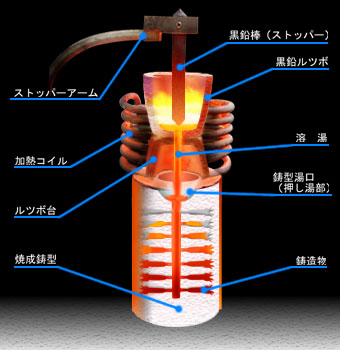
『底注ぎ方式』
ルツボの底部に穴があり、その穴を耐熱性のストッパーで押さえておきます。地金が完全に溶解した後にこのストッパーを外し地金を鋳型に注ぎ入れる方式です。
『傾注方式』
ルツボを傾けて溶湯を鋳型に注ぎ入れる方法を差します。ここでは。加圧法による底注ぎ法での鋳造を例に取り解説しています。
地金の溶解雰囲気
『大気中溶解』『真空中溶解』『不活性ガス中溶解』などがあります。
鋳造機の種類によっては、溶解雰囲気のオプションが設定できるものもあります。
加圧による底注ぎ鋳造の流れ
鋳造開始前の準備
step
1地金量を計る

ネットのワックス重量(純ワックス重量)に地金の比重を掛け、押し湯量を足した鋳造地金量を各鋳型ごとに計算し、それぞれの地金を計り分けて準備します。
step
2鋳型を用意する

鋳造温度に達した鋳型を焼成炉から取り出します。耐火手袋を必ず着用し、化学繊維など熱に溶けやすい衣服の着用は避けます。
step
3鋳型をセットする

鋳型の湯口とルツボの穴が合うように、鋳型を鋳造機にセットします。鋳型を室温にさらしても、鋳型の断熱効果により鋳型内部が急激に冷えることはありません。
step
4地金をルツボに入れる

ルツボの穴を塞ぐようにカーボンストッパーをセットして、計量した地金をルツボに入れます。粉地金の使用は避けます。
鋳造作業の流れ
step
5加熱を開始する

加熱を開始します。地金が溶け始めたら、溶落の瞬間を待ちます。
step
6地金を鋳込む

地金の溶落後の時間を計測し、希望する秒数が経過したのちに地金を鋳込みます。加圧鋳造の場合、実際の鋳造及び、真空又は不活性ガス中溶解の場合には、鋳造機のフタを閉めて行います。
step
7加圧を行う

溶湯が鋳型内に空洞を満たした後、加圧が行われます。
掲載写真は、加圧が完了し、鋳造機内の圧力が大気圧に戻された後にフタを開けた状態です。
step
8放冷する

地金が凝固したら、鋳造完了の鋳型を鋳造機から取り出し、鋳型を冷ますため少しの間鋳型を放冷します。