
铸造缺陷是在铸造过程中发生的铸造(铸件)缺陷。 存在各种缺陷现象,例如铸件中的裂纹,粗糙的表面以及内部带有孔洞的孔洞。 铸造缺陷分为几种类型,每种类型都有不同的原因。 另外,由于铸造工艺的多样性,可能有多种原因,并且在大多数情况下是复杂的。
典型的缺陷大致分为6类。 这次,让我们看一下“铸造沙眼”的原因和对策。
[toc]
什么是铸造沙眼?
铸造沙眼是一种在铸件内部产生空洞的现象,是典型的铸造缺陷之一。
为什么会出现沙眼?对策是什么?
产生沙眼的原因多种多样,这可能是由于熔融金属温度过高,过低或内部气体引起的。那时,有必要调整水口的安装方法和铸造条件,尤其是温度。
在某些情况下,合金本身的特性就容易产生沙眼。需要些专门知识,但如果可能的话,还请确认金属合金的固相和液相的状态图。
以下介绍沙眼出现的四个主要原因和对策。
原因 1 气体沙眼
由于金属内所含有过多的气体,导致在铸造过程中无法熔融金属和气体不能完美置换,气体会残留在铸件内部,从而导致沙眼的发生。
这种情况需要对金属进行铸造前脱气及熔化时强制性脱气。在某些情况下,还需要改善熔解得方法。
另外,还要检查烧结温度曲线等,并确保模具中没有残留物。

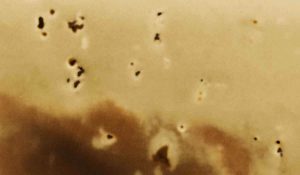
常见的气体沙眼(Pt)
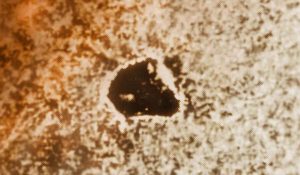
常见的气体沙眼(Au)
脱气后的痕迹
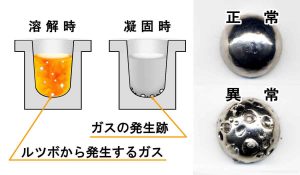
气体沙眼的横截面示意图
金属种类及气体含有量不同,看起来感觉也不一样。但是一般来说,观察气体沙眼内部时会有类似镜面的感觉,向内部看时会反光。
原因2 因为坩埚而产生的气体沙眼
气体沙眼有可能来自于残留在模具中的气体进入了金属中,也可能因为坩埚的材质导致其产生。
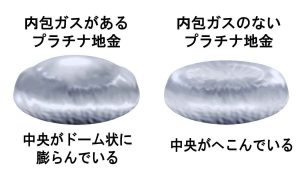
对于铂金,通常可以通过在坩埚中将其多次熔解进行脱气。 铸造机中熔化的铂金在坩埚中凝固,中心有鼓起的金块中含有气体,因此强烈建议在铸造之前,将金块(Pt)多熔化一次,以查看其中是否有气体。
原因 3 置换时卷入气体导致的沙眼
气体沙眼的一种类型,由于铸造时发生熔液乱流,导致铸模内的气体和金属熔液置换受到阻碍,熔液旋涡中搅入的气体残留在金属而发生沙眼。
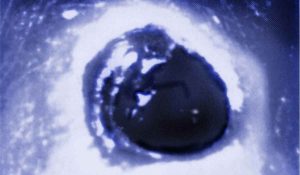
这种沙眼多出现在离心铸造中。例如图1的戒指铸件,戒指臂方向有连续的沙眼发生。这是这种沙眼的明显特征。
出现这种情况时应该调整离心铸造机的转速或调整水口的安装位置。

原因 4 芝麻沙眼
芝麻沙眼是因为熔液温度不足,导致金属凝固时出现树枝状的(针状结晶)状态。 这种沙眼出现在铸件的整个表面上,内部有多少空洞很难判断,所以补休也非常困难。
出现芝麻沙眼时应调高炉温和金温。一般根据芝麻沙眼的发生状况调整温度的涨幅范围,但建议以50°C为单位进行调整尝试。
一般类型的芝麻沙眼
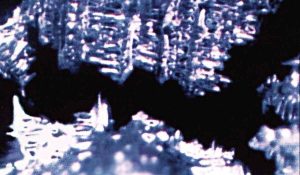
针状结晶的放大照片
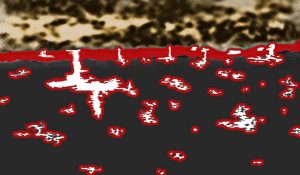
芝麻沙眼的横截面示意图
在凝固过程中,熔融金属在充分填充模具中的空腔之前就已经完全固化,像冰晶一样留下了针状结晶的状态。 换句话说,针状晶体之间的空间成为了沙眼。
这种存在,具有形状,大小不一,而且其深度和位置是随机的,这就导致这种沙眼的修复变得十分困难。
原因 5 收缩沙眼
当铸件凝固时,无法保证定向凝固,导致熔融金属的供应受到阻碍,这与金属的凝固收缩相称。
它通常发生在铸件的较厚部分。 具有高熔点的金属和具有高收缩率的金属发生收缩沙眼的风险较大。例如,在珠宝中,含收缩率较高的钌元素的铂金就很容易发生收缩沙眼。还有在加压铸造中也经常出现收缩沙眼。
无论什么情况,请牢记定向凝固的铸造原则,改善水口的位置,粗细来增加熔融金属的供应量,补偿金属的收缩。
*关于定向凝固的概念请参考此处。 (链接:“铸造裂纹|铸件缺陷的原因和对策(4)”)

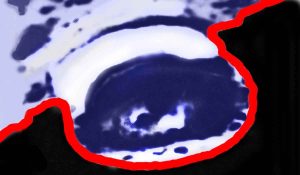
面收缩及相应的收缩沙眼

戒指上出现的收缩沙眼
收缩沙眼的截面示意图
对于无法定向凝固的位置(例如在较厚的位置没有设置合适的水口),
或者是金温过高导致熔液膨胀过度的位置容易发生收缩沙眼。
膨胀系数较大的金属在铸造时也更容易出现收缩沙眼。
合金不同出现的收缩沙眼看起来也不一样,但不会像芝麻沙眼一样大面积出现。
它可能和凹陷现象一起出现,也可能在铸件的某个特定位置频繁出现。
对策总结
从介绍的问题中总结下面的对策。
检查表
- 检查烧成曲线
- 熔解铂金时,确认金属内是否含有气体
- 调整离心铸造机的转速
- 调整铸造温度的幅度以50℃为单位进行调整
- 调整水口的位置,粗细来增加熔液的供给量,补偿金属收缩
原因不一定只有一个。 请再次查看所有可能发生的问题。