
3-Mode Casting
DIGITAL VACUUM / PRESSURE CASTING MACHINE
modelYG-10D NEO
融点1200℃までの金属に対応のデジタルシーケンス・オートマチック鋳造機。
メモリーデータの呼び出しで、再現性の高い高性能鋳造機です。
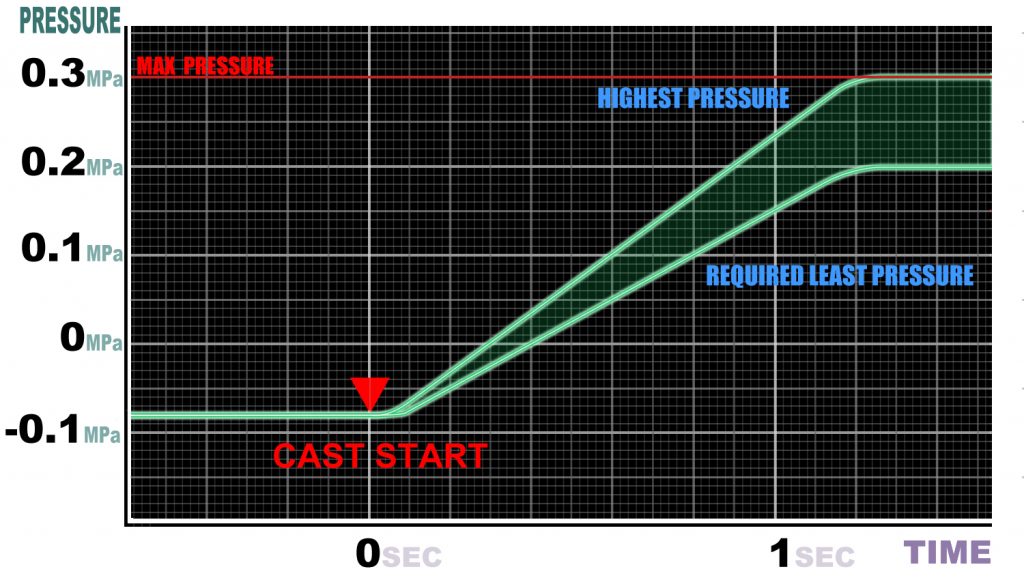
- 製品の形状や金属に合わせて『加圧鋳造』『吸引鋳造』『吸引加圧鋳造』の3つの鋳造モードが選択できます。
- オペレーションは『フルオートマチック』『タイマー式オートマチック』『マニュアル』の3種類を搭載。自動だけでなく、全溶解確認から自動鋳造するタイマー式や、鋳造者の経験を生かせるマニュアルモードもあります。
- 溶解後に鋳型の設置が可能な『プリメルティング(予備溶解)』機能を搭載。
- チャンバー内の減圧や不活性ガス置換の完了前から加熱を開始できる『クイックスタート』機能も搭載。単位時間の生産性が確保できます。
- タッチパネル表示は3言語(日本語・英語・中国語)対応。
- 装置前面に配置された真空フィルターでエレメント交換のメンテナンス性が向上。
- オプションでRシース熱電対(最大1400℃までの金属の測温)も装着が可能。(R熱電対対応ジャックを標準装備)
- 前回と同じ鋳造条件で再度鋳造を行う場合には『リピート鋳造』ボタンでワンタッチ鋳造が可能です。




Rタイプ熱電対ジャック
Rシース熱電対専用の取付けジャックを標準装備。必要なときの後付け加工が不要です。
タッチパネル(一部)
基本条件・鋳造条件メモリー・個別動作・鋳造履歴・アラーム・工程履歴(メンテナンス用)など多彩な画面を用意。
表示言語は3言語(日本語・英語・中国語)から選べます。(掲載画面は日本語選択時)
- 基本メニュー

- 鋳造準備画面
- 鋳造履歴画面
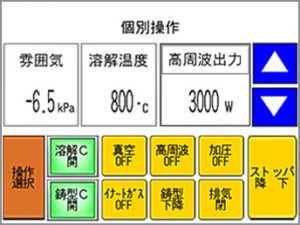
- 個別動作画面
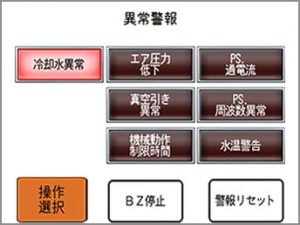
- アラーム画面



- (左上から)リピート鋳造・工程履歴・基本設定・アラーム・鋳造条件・鋳造履歴・個別動作
- 設定された条件が動作工程順に表示
・ - メモリーに入力された地金種類と共に鋳造された各条件を記憶
・ - 加熱・出力選択・真空などの動作を個別に操作(動作確認・メンテナンス用)
- エアー圧・過電流・水温などの異常時に割り込み表示
・
仕様
| 型 式 | YG-10D NEO |
| 入 力 電 源 | 三相200V 7kVa |
| 出 力 | 5kW |
| 発振周波数 | 130kHz |
| 最 大 圧 力 | 0.3MPa |
| 溶 解 方 式 | 高周波誘導加熱 |
| 溶解雰囲気 | 大気・真空・不活性ガス |
| 最大溶解量 | 黒鉛ルツボ 1kg用/80 ㏄ K18 約1200g 黒鉛ルツボ 2kg用/130 ㏄ K18 約1950g |
| 最小溶解量 | 黒鉛ルツボ 1kg用/22㏄ K18 約330g 黒鉛ルツボ 2kg用/23cc K18 約345g |
| 鋳型サイズ | 内径/Φ70・Φ90・Φ115 高さ/150・170・200(mm) |
| 測 温 方 式 | 熱電対方式(Kタイプ) Rタイプ熱電対(オプション) |
| 運 転 方 式 | デジタルシーケンス 自動/タイマー自動/手動 吸引加圧/加圧/吸引(セレクト式) |
| 機 械 寸 法 | 700W×650D×1240H(mm) |
| 機 械 重 量 | 170kg(真空ポンプを除く) |
| 付 属 品 | ロータリー真空ポンプ(300ℓ / 分) |
| フェールセーフ 及び安全機構 | ■アラームブザー 【冷却水異常】【真空引き異常】 【機械動作制限時間】【過流電】 【周波数異常】【水温警告】 ■緊急停止ボタン(ゼロ点復帰) ■加熱停止ボタン(現時点ホールド) ■標高設定(最大真空度の自動設定) ■ハッチロックセンサー (ロック未完了時は加圧不可) ■溶解確認ボタン(フルオートを除く) |
- 生産の主体となる金属の種類・形状・ご希望の鋳造条件などにより装置のカスタマイズも可能です。
- 御社の安全基準にあわせた安全機構にも対応致します。
- ボディカラーの変更にも対応致します。
※色や塗装方法などによりご希望色に対応できない場合があります。


・

※ 設置には、専用の電気工事が必要です。
※ コンプレッサー又は、金属の種類により不活性ガスが別途必要です。
※ 冷却水配管工事が別途必要です。
詳しい設置条件はこちらからご覧いただけます。
※ 海外の設置の場合ダウントランスが必要です。
※ 設置環境によりノイズフィルターが必要な場合があります。
※ 仕様及び外観は、改善の為予告なく変更する場合があります。
※ 本機は該当品のため、海外への設置・移設には輸出許可が必要です。
付属品
.jpg) 1kg用カーボンルツボ
1kg用カーボンルツボ
金換算1kg(88cc)用のカーボンルツボ。
 2kg用カーボンルツボ
2kg用カーボンルツボ
金換算2kg(130cc)用のカーボンルツボ。
 10Dルツボカバー
10Dルツボカバー
カーボンルツボのソケット。溶解ルツボとしてはご使用になれません。
 熱電対(Kシース)
熱電対(Kシース)
Kシースの熱電対。常用での耐熱温度は1200℃を目安としてください。
.jpg) カーボンストッパー
カーボンストッパー
ルツボの底穴を塞ぐためと熱電対の保護管の役目をする消耗材料です。
 ストッパーホルダー
ストッパーホルダー
カーボンストッパーを固定させるホルダー。
 テーパーリング
テーパーリング
ルツボを酸素から保護するためのプロテクター。
 遮蔽板
遮蔽板
ルツボを支えるための仕切り板。
 遮熱プロテクター
遮熱プロテクター
熱電対のジャックを熱から保護する遮熱用の板。
 鋳型台(マルチタイプ)
鋳型台(マルチタイプ)
Φ76・Φ90・Φ100・Φ114の鋳型に対応しています。
 鋳型台用把手
鋳型台用把手
鋳型台の脱着に使用します。鋳型台の中央に取り付けます。
 鋳型高アジャスタ
鋳型高アジャスタ
高さ200mm以下の鋳型を使用する場合に高さを合わせ、組み合わせて使用します。
 鋳型トレイ
鋳型トレイ
万が一金属がこぼれた場合の保護用のトレイです。
 鋳型チャンバートレイ
鋳型チャンバートレイ
万が一金属がこぼれた場合に鋳型チャンバーを保護するためのトレイです。
 加熱コイル交換用レンチ
加熱コイル交換用レンチ
加熱コイルを交換する際の専用レンチです。
 冷却水用ホースバンド
冷却水用ホースバンド
冷却水の入口と出口に配管する耐圧ホースを留めるためのホースバンド。3個添付されています。
 エアー配管アジャスタ
エアー配管アジャスタ
鋳造機に取り付けるタケノコ型のエアー配管のサイズが合わない場合のアジャスタです。
 電源ケーブル
電源ケーブル
電源接続用の三相(4芯)ケーブルです。標準装備で5m。
 真空ポンプ
真空ポンプ
300ℓ/分のロータリー式ポンプ。配管ジョイントと真空オイルがセットになっています。
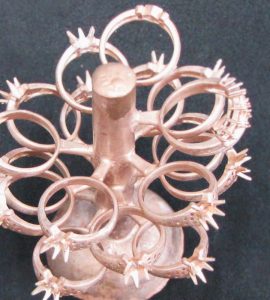
鋳造品実用例
工芸品・宝飾品から機械パーツ試作品や試験片まで、様々な金属を色々な形に・・・
-

- 3Dプリンター造形物からの工業試作品(アルミ)

-
- 鉄道模型パーツ(真鍮)

-
- ボタン状のかざり金具(真鍮)

-
- 宝飾品 空枠(スターリングシルバー)

-
- アクセサリー 台座(銅合金)

-
- 宝飾品(K10)

-
- フィギュア パーツ(洋白銀)

-
- 眼鏡パーツ(ベリリウム銅)

-
- アクセサリー(真鍮)

-
- 宝飾品(K18ピンクゴールド)
-
- 自然物・植物をそのまま鋳造(スターリングシルバー)
-270x300.jpg)
溶解金属と溶解量

1kg(金換算)用
カーボンルツボ
容 積:110 cc
溶解量: 88 cc
2kg(金換算)用
カーボンルツボ
容 積:170 cc
溶解量:130 cc
融点1200℃以下の金属
金合金・銀合金・銅合金・白銅類・アルミ合金・スズ亜鉛合金等
![]()
![]()
![]()
![]()
![]()
■ ソフトホワイトゴールドと呼ばれる、パラジウムを含有するホワイトゴールドは、Pdの含有量によりRシースの熱電対(オプション)を追加するか、融点により高融点用の鋳造機が必要です。
■ 銅合金であっても、ニッケル多く含有する白銅や洋白銀など融点が1200℃を超える合金の溶解にはRシースの熱電対(オプション)が別途必要です。
■ ハンダ材系の低融点合金のバビットメタル(ホワイトメタル)やピューターなどのスズ・亜鉛合金の溶解・鋳造には、電気抵抗式の溶解炉や希望する製品の形状によってはラバーキャスト遠心鋳造機をお勧めします。
※ 白金族・プラチナ合金・ステンレス・一部のニッケル合金などの融点1300℃を超える高融点金属の鋳造にはご使用になれません。
※ 純銅や丹銅などの銅の含有量の多い銅合金の鋳造では、高融点金属用の鋳造機のご使用を強くお勧めします。
※ 真空吸引加圧モードや真空吸引モードで使用する鋳型(ステンリング)は、穴あきフラスコが必要です。
※ 加圧モードでは、スタンダードタイプの鋳型(ステンリング)をご使用下さい。
※ 融点1200℃を超える金属では、Rシース熱電対(オプション)が必要です。
※ チタンやジルコニウムには、専用のアルゴンアークチタン鋳造機をご使用下さい。
スターターキット
推奨される初期導入の消耗材料と器具(一例)
弊社は、装置を導入後の当座必要となる消耗材料や、最低限必要な交換パーツなどを装置の導入時にご購入いただくことを強く推奨しております。数量等はご購入前に弊社営業スタッフとご相談いただき、お見積り書にご記載いたします。
鋳造目的の金属の種類により以下の内容と異なる場合がありますので予めご了承ください。
1kg用カーボンルツボ
金換算1kg(88cc)用のカーボンルツボ。
2kg用カーボンルツボ
金換算2kg(130cc)用のカーボンルツボ。
10Dルツボカバー
カーボンルツボのソケット。溶解ルツボとしてはご使用になれません。
 加熱コイル
加熱コイル
加熱コイルは半消耗パーツです。万が一の場合に備えての予備用です。
カーボンストッパー
ルツボの底穴を塞ぐためと熱電対の保護管の役目をする消耗材料です。
.jpg) 黒鉛棒
黒鉛棒
溶解中の金属の攪拌に使用します。
.jpg) ステンリング(穴あき)
ステンリング(穴あき)
多方向性の吸引及び吸引加圧に使用する鋳型枠。
 ゴム円錐台
ゴム円錐台
石膏系埋没材の鋳型でワックスツリーを組み立てるための台です。
 耐火レンガ
耐火レンガ
耐熱性のレンガで、使用済みのルツボや鋳造直後の鋳型の置台として使用します。

石膏系埋没材 SV20
金・銀・銅など融点が1200℃以下の金属鋳造で使用する鋳型材(埋没材)です。
熱電対
予備用の熱電対です。(Kシース又はRシース)
オプション
任意でお選びいただける補助機能機器
■ Rシース熱電対 ※融点が1200℃以上の金属には必須です。
融点が1200℃以上の金属を鋳造する場合に必要な熱電対です。
一部のベリリウム銅や高融点の白銅など、またパラジウム含有量の多い(6%以上)ホワイトゴールドなどの溶解・鋳造にはこの熱電対が必須となります。
■ 冷却水循環装置又は冷却機能付き循環装置(チラー)
■ 冷却水循環用ポンプ
■ ノズルフィルター
■ ダウントランス(海外での使用時)
※設置場所の環境や条件等により一部のオプション装備が必須となる場合もあります。
※本機は該当品のため、海外への設置・移設には輸出許可が必要です。