
鋳造欠陥とは、鋳造工程において起きる鋳造(鋳物)の不具合のことを指します。鋳物の割れや表面の荒れ、内部に空洞ができる鋳巣、銀の火ムラに代表される偏析など、不良現象は様々です。鋳造欠陥はいくつかの種類に分類され、それぞれ異なった原因を持っています。また、鋳造工程はいくつかの鋳造前工程があり、その前工程での不備でも鋳造欠陥に繋がるため、鋳造欠陥の原因は1つとは限らない複雑なケースがあり実際には複合的な原因が少なくありません。
代表的な不具合は、大きく6個のカテゴリーに分類されます。今回は「鋳物の割れ」の原因と対策から見ていきます。
このコラムのTOPICS
鋳物の割れとは
鋳物の割れはなぜ発生するのか、その対策
鋳物の割れ対策のまとめ
鋳物の割れとは
金属の凝固過程で中、鋳物本体の最終凝固部や溶湯の先端部にヒビや割れが発生する現象です。
割り金として銅の含有比率が高い金属(ピンクゴールドやレッドゴールドなど)の場合、鋳造直後に割れは見られませんが、指輪のサイズ直しで芯金棒で指輪の腕をたたいたり、バーナーで再度金属を加熱した際に割れが発生することもあります。
鋳物の割れはなぜ発生するのか、その対策
鋳物の割れが起きる原因は大きく3つに分類されます。それぞれ原因と対策を紹介していきます。
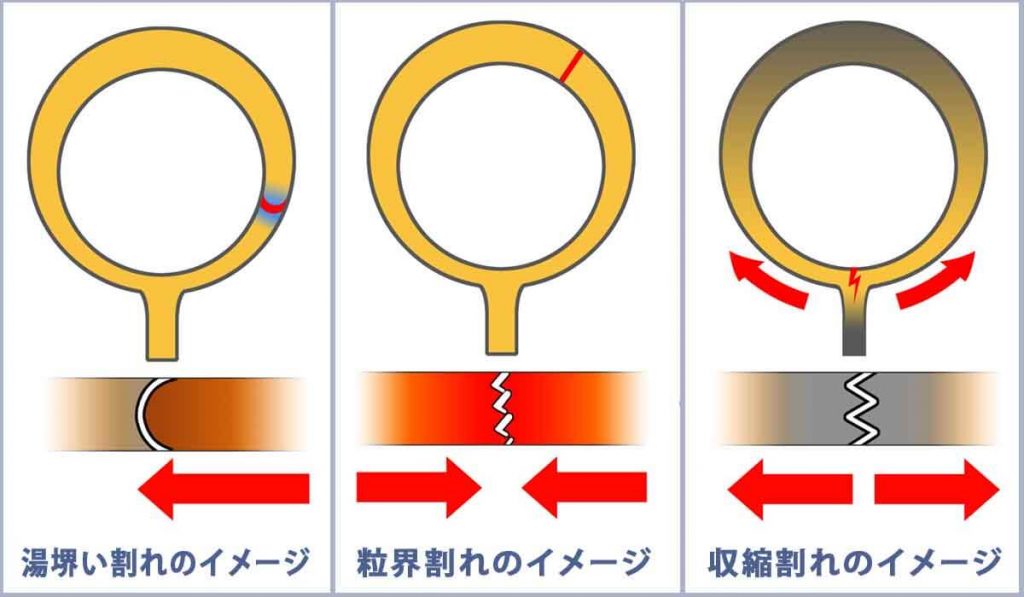
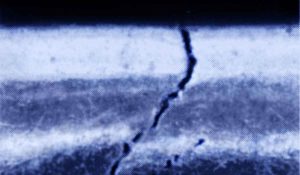
鋳物の割れ原因1 湯境による割れ
鋳造時に複数方向から流れる溶湯が交わる地点で、溶湯先端部が互いに正面から合流するときの温度の不足により衝突合流面に境目が発生します。片方の先端が丸く、もう一方の先端は丸くえぐれた形状になるのが特徴です。
鋳型温度または鋳造温度を上げて、鋳込み中の凝固時間を長くとってください。
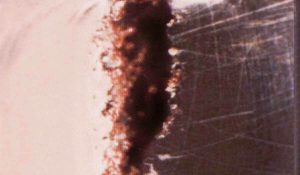
鋳物の割れ原因2 粒界割れ(脆性によるものも含む)
多結晶金属(合金)は、結晶粒の間にガスや異物 (金属間化合物や酸化物などの非金属介在物)が閉じ込められています。粒界偏析などで結晶と結晶の間で密着度が低くなったり、凝固の際に残留応力が集中する場所や溶湯の合流結する場所など、内在ガスや不純物が溜まりやすい場所に割れが発生します。ガス抜きのエアーベントを取り付ける、湯道の太さや取り付け場所・角度を変更する、などして溶湯の合流地点を変更してください。
銅を含む合金では、晶出時に銅が酸化、析出して鋳造物の表層に押し出されます。ピンクゴールドやレッドゴールドなど銅の含有量が多い合金は、凝固の際に偏析を起こし金属間化合物を含む合金やその結晶構造により脆性が増したり、規則-不規則変態と呼ばれるような、結晶粒界の残留応力が、外部からの熱により合金の原子の並び方が変わり、これにより割れを起こす場合があります。
例えば、金と銅の合金では凝固の際に規則格子(規則相)をつくるため注意する必要があります。また、青銅なども逆偏析をおこす場合が多いので同様に注意が必要です。
これらの合金の場合には、鋳造後は直ちに鋳型を冷却し、凝固までの時間を短縮することにより結晶の成長を抑えるようにします。これにより二次加熱の際の粒界割れを防止します。
参考コラム→ 【金属と凝固】(中級編)/レッドゴールド|脆性と割れ
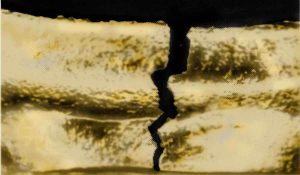
鋳物の割れ原因3 収縮割れ
指向性凝固が確保されず、凝固部分が時間差で凝固収縮するときの応力に負け引き裂かれるように割れる現象です。
指向性凝固とは

鋳物の割れ対策のまとめ
原因と対策を紹介してきましたが、鋳物の割れが起こった時の対処法をまとめていきます。
チェックリスト
- 鋳型・地金の鋳造温度を上げて凝固時間を長くする
- ガス抜きのベントの取り付けをする
- 湯道の太さ・取り付け場所・角度を変更する
- ピンクゴールドやレッドゴールドの場合は、鋳造直後に鋳型を急冷して凝固時間を短縮させる
原因はひとつとは限りません。すべての項目をもう一度見直して様子を見てください。