
鋳造欠陥とは、鋳造工程において起きる鋳造(鋳物)の不具合のことを指します。鋳物の割れや表面の荒れ、内部に空洞ができる鋳巣、銀の火ムラに代表される偏析など、不良現象は様々です。鋳造欠陥はいくつかの種類に分類され、それぞれ異なった原因を持っています。また、鋳造工程はいくつかの鋳造前工程があり、その前工程での不備でも鋳造欠陥に繋がるため、鋳造欠陥の原因は1つとは限らない複雑なケースがあり実際には複合的な原因が少なくありません。
代表的な不具合は、大きく6個のカテゴリーに分類されます。まずは「バリ/突起」の原因と対策から見ていきます。
このコラムのTOPICS
バリ・突起とは
バリ・突起はなぜ発生するのか、その対策とは
バリ・突起の対策まとめ
バリ・突起とは
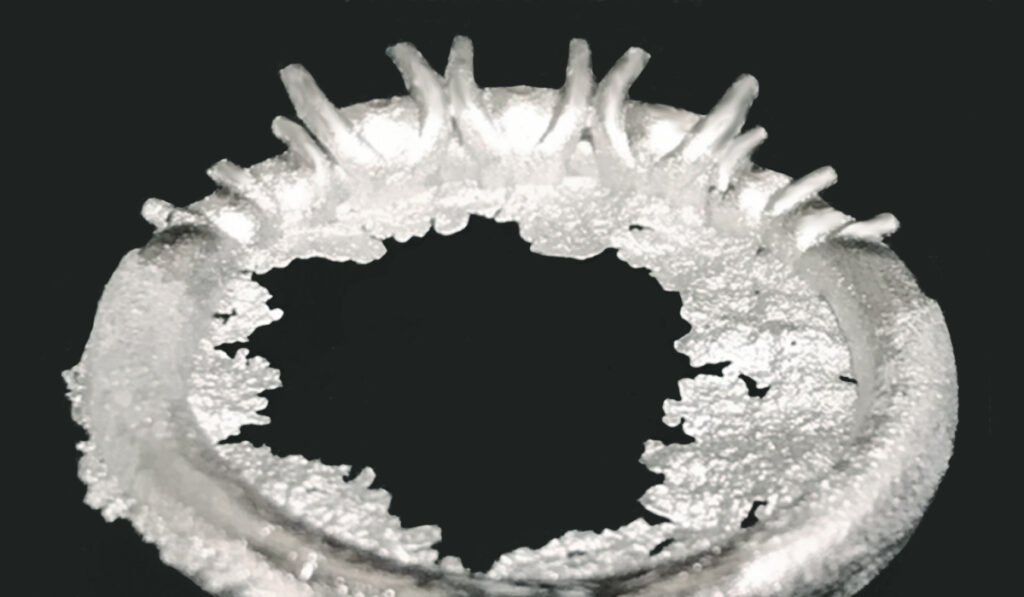
バリ(鋳張り)・突起とは原型に存在しない余分な突起が鋳物に現れる現象のことをいいます。
主に鋳型に発生した割れによりバリが発生しますが、鋳型の割れがなぜ発生したかにより対処方法が変わります。また、鋳型の割れ以外に原因がある場合もあります。
バリ・突起はなぜ発生するのか、その対策とは
バリや突起の発生は鋳造前工程の鋳型の割れやワックスパターンのバリなどに起因します。以下に、主な原因とその対策を2つ紹介していきます。
バリ・突起の原因1 鋳型の割れ
鋳型の割れによりバリや突起が発生することがあります。鋳型の割れが起こる原因は4つ考えられます。これらを確認して当てはまる事項の対処をしてください。
① 外部要因
型を落下させるなどの物理的な衝撃により鋳型が割れ、バリや突起が発生することがあります。
② サーマルクラック
サーマルクラックとは、鋳型焼成の際の焼成炉内の焼成温度勾配の取り方により、鋳型の急激な温度変化で鋳型が割れることを言います。その割れた部分に金属が入り込み発生することがあります。
③ 埋没材の部分的な欠落
鋳造時に溶湯が鋳型を壊しバリとなる場合があります。ワックスツリー上の2つ以上の製品部どうしが接近し過ぎて、鋳込まれた金属の力で壁を破壊することがあります。
また、埋没材の混水比が高すぎたり、焼成での鋳型の焼結不足など、鋳型強度が不十分な場合にも発生する場合がありますので、埋没材の混水比や鋳型の焼成カーブを見直す必要があります。
③ シリカ系埋没材の脱水条件
シリカ系埋没材の脱水条件が不適切な場合、脱水工程や焼成工程で鋳型に割れが発生し、鋳造物にバリが発生することがあります。
④ 3Dプリンターでのレジンの膨張
3Dプリンター(SLA方式・DLP方式)で製作された成形物を焼成する場合、その3Dプリンター樹脂の膨張で鋳型の内壁を破壊しバリが発生する場合もあります。キャスタブルレジンであっても発生する場合があります。
また、『CNCなどで切削加工した成形物の素材がロストワックス用以外のもの』である場合、『鋳型焼成の脱ロウ工程で過度に膨張する素材』でも3Dプリンター樹脂の場合と同様の事が起きる場合があります。
ロストワックス鋳造で使用する型は、熱で「燃える」素材であることが前提ですが、「溶ける」素材を選ぶことがより好ましい条件です。鋳型強度を上げるか、鋳型の焼成カーブを再検討してください。
バリ・突起の原因2 ホットスポット
溶湯により部分的に高温にさらされた部分に突起が発生する場合があります。これはホットスポットによりガスが発生した箇所が全体的に窪み、部分的にガスの背圧を押し切って金属が充填されます。
過剰なガスが原因で発生するため、以下の確認を行ってください。
その他にも、溶湯温度の高すぎや突起が発生した付近の溶湯温度が高すぎるために発生する場合もあります。その場合、鋳造温度や湯道の取り付け場所などを確認してください。

バリ・突起の対策まとめ
原因と対策を紹介してきましたが、バリ・突起が発生した時の対処法をまとめていきます。
チェックリスト
- 鋳型の欠落やクラックがあるか確認する
- シリカ系埋没材に脱水条件を見直す
- ワックス型にバリがないか確認する
- 地金の内在ガス・残渣を確認する
- 鋳型の通気性を確認する
- 鋳造温度や湯道の取り付け場所を確認する
原因はひとつとは限りません。すべての項目をもう一度見直して様子をみてください。