
★This column is a commentary on lost wax casting with a block molding method
This column has been presented by Yoshida Cast
Casting defects come in various forms, such as cracks in castings, surface roughness and porosity and so on.
Casting defects are classified into several types. And each of these has different causes.
In addition, since the casting process is diverse, the cause may not always be one, and most cases are complicated.
Typical failures are roughly classified into six categories.
Third, let's take a look at the causes and countermeasures for "fins, burr and fine protrusion".
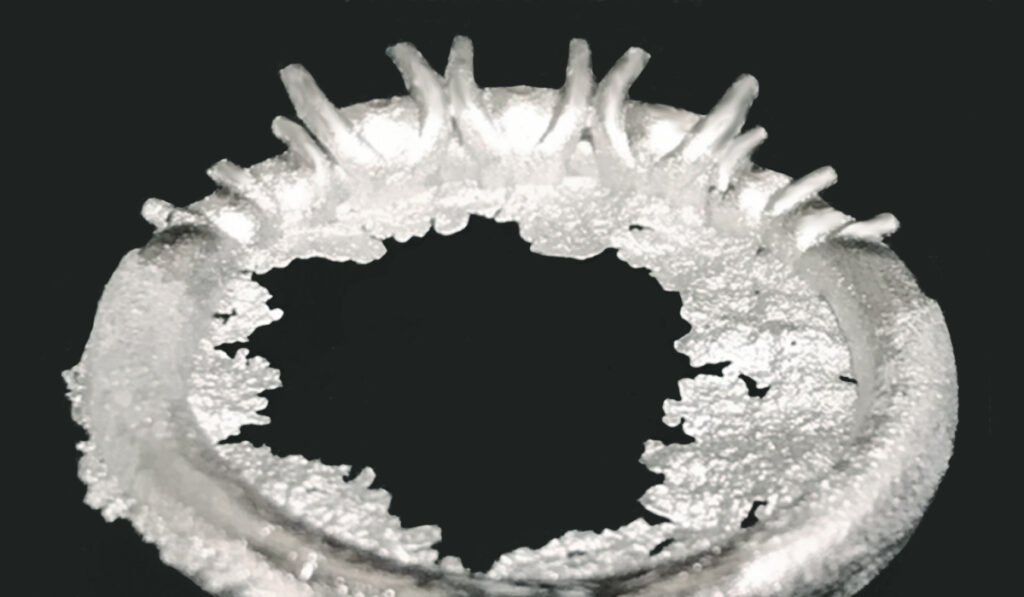
What is fin / burr / fine protrusion?
Protrusions such as fins and burrs are a phenomenon in which extra protrusions that do not exist on the original master model or/and wax patterns appear on cast products.
Fins and burr are mainly caused by cracks in a casting mold but countermeasures vary depending on the cause of the crack. There are also cases where the cause is something other than casting mold cracking.
Meanwhile, fine protrusions are sometime related to existing gas inside a casting mold. Please refer a column for “rough casting skin”
Why Burr Occur and What are the countermeasures?
Fins and burrs are mainly caused by cracks of internal casting molds or/and fins on wax patterns before casting stage. There are two main causes, and their solutions are introduced below.
CAUSE 1 / Cracks in the Casting Mold
Fins and fine protrusions may occur due to internal cracks of casting molds. There are six possible causes of mold cracking. Check these and take appropriate treatments to deal with them.
① External Factors
Physical impacts such as dropping a mold may create cracks a casting mold and this resulting in fins.
With a case of silica system investment powder, cracks may occur inside a casting mold due to vibrations received during dehydration process or when the mold is moved to a burn-out furnace.
② Thermal Crack
Thermal cracking is cracks due to sudden temperature variation. Metal can get into the broken part and cause it.
Temperature increasing cycle should be inspected if there is a segment that temperature would be dramatically increased.
③ Partial omission on inner surface of a casting mold
Melted metal that is poured into a casting mold during casting may partially break a casting mold and cause a fin. There would be a case two or more product parts on a wax tree can be too close together and force of fluid pressure can destroy inner walls of a casting mold. Also, it may occur when strength of casting mold is insufficient, Thus, it is necessary to review mixing ratio of investment powder and burn-out cycle of a furnace.
④ Excessive Casting Force
Especially in centrifugal casting, if the rotation speed is too high, small fins will appear on the corners of products. Decrease rotation speed or/and adjust water mixing ratio and binder concentration to harden corresponding casting mold.
There is additional investment powder that increase hardness of casting molds.
However, please use those additional powder with caution because it may reduce permeability of casting molds. Also, it will be difficult to remove casts from a casting mold when demold.
④ Dehydration Conditions of Silica System Investment Powder
When dehydration conditions for silica system investment powder are inappropriate, cracks in casting molds may occur.
Healthy dehydration cannot be achieved if water permeability of dehydrating material is too high or too low.
In addition, it is necessary to pay attention to external factors of dehydration, as dehydration efficiency changes depending on seasons such as rainy season, dry season and room temperature.
④ Other Materials Such As Resin for SLA 3D Printers
When a sculpted object made with an SLA system 3D printer is burning with burn-out furnace, expansion of 3D printer resin (a mixture of acrylate and wax) may destroy inner wall of a casting mold and cause fins.
It is theoretically assumed that materials used for lost wax casting should be thermally combustible.
However, from an ideal point of view, it is a better condition to choose a material that "melts and then burns" rather than burnable.
if material that is not for lost wax casting is machined by CNC and it is used for lost wax casting, it may expand excessively during dewaxing stage of burn-out process may cause the same problem as 3D printer resin.
Additionally say, some substances such as acrylate, for instance, sublimate without melting when heated. Sublimation of substances usually takes a very long time.
Sublimation cannot be easily achieved with a normal burn-out cycle.
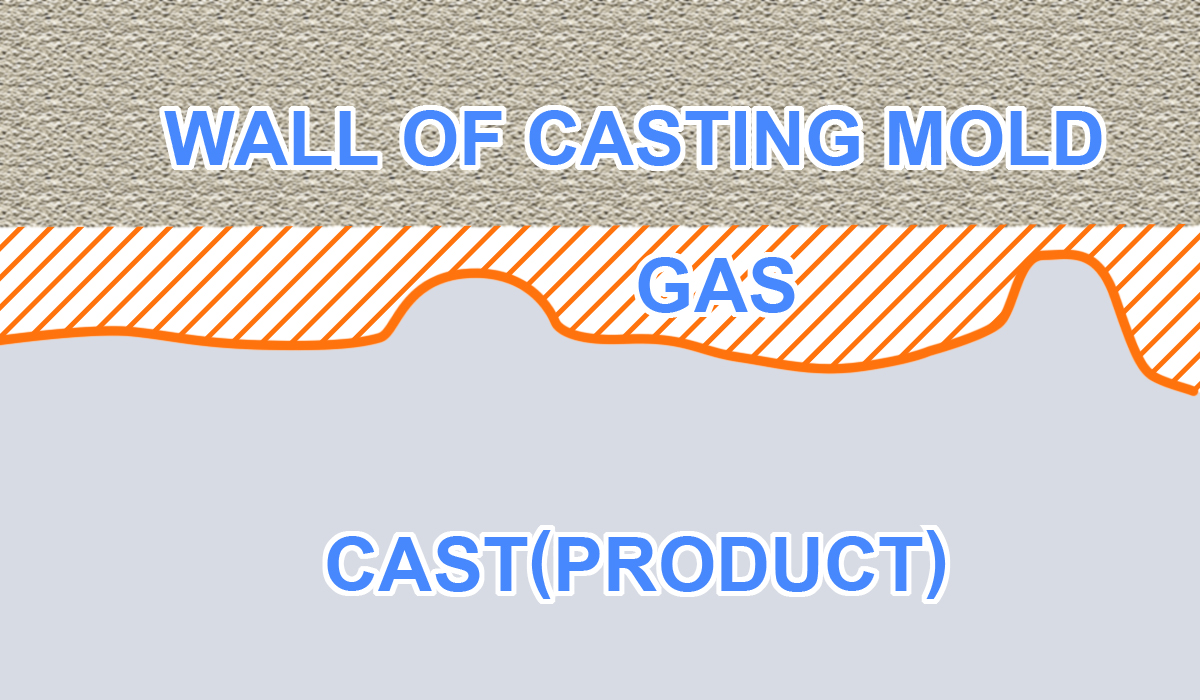
CAUSE 2 / Hotspots
Melted metal may cause protrusions in areas partially exposed to high temperatures.
In reality, instead of a protrusion, it is a local depression where gas gathered and protrusion is place whtere the metal that is partially break through back-pressure generated by gas.
It is caused by excess gas, so check the following:
Check List
- Reduce amount of gas inherent in casting alloys.
- Check for residue.
- Check air permeability of casting molds.
In addition, it may occur because melted metal temperature is too high or/and the melted metal temperature in the vicinity of the protrusion is too high.
In that case, check casting temperature and reconsider position where gate sprues are attached.
As a cause other than the above, burrs may exist in parting lines, etc. when making wax model.
Perform a wax model inspection and remove any burrs completely.

Summary of Fins / Burrs / Fine Protrusion
Countermeasures for fins and fine protrusions are summarized blow.
Check List
- Check if casting mold have been cracked.
- Review dehydration conditions for silica system investment powder.
- Confirm that if there are no fins on wax patterns.
- Confirm the internal gas and residue in casting molds.
- Confirm permeability of casting molds.
- Check the casting temperature and place where gate sprue and runner are attached.
There is not always one cause. Please review all the items again and see how they work.
When casting condition is desired to be changed, change it one by one.
If you change two conditions at one time, you will not be able to clearly find out an exact and direct cause for the casting error you have.
Author : M. Yoshida