
ゴム型は、原型と同じ形のワックス型を作製するための『雌型』の役割をはたすもので、ロストワックス鋳造でのコピー用の元型となります。
このゴム型(ゴムカット)の善し悪しで、ワックス型の良・不良が左右されます。場合によっては、無駄な修正の手間が必要になるので、適切な硬度のシリコーンゴムでゴムカットを行う事が理想とされています。
ゴムカットは一般的に難しいものとされていますが、適切な練習を繰り返せば比較的短期間でゴムカットできるようになります。
ゴム型(ゴムカット)の基本
ゴムカットの基本は、ゴム型内の原型のデザインを把握し、作業中にしっかりとゴムを開いて、メス刃を入れる場所を的確に選択することです。
ゴムカットで気を付けること
2度切りをしない
同じ場所を2度切ることがないようにする。
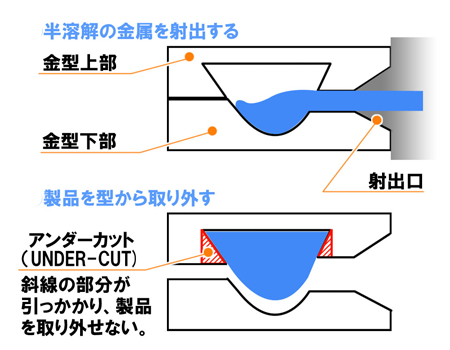
アンダーカット
原型に対してシリコーンゴムがオーバーハングしたような状態にしない。
ワックス型をゴム型から取り出す際に、アンダーカット部がワックス型を引っ張り、変形する場合があります。
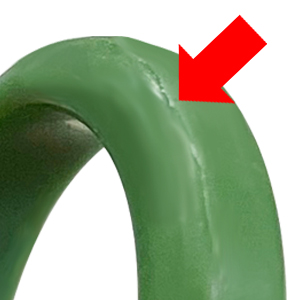
パーティングライン
パーティングラインとは、ゴム型を上下2つに切り分けた際の切断面のこと。
テクスチャーの上や文字の上等の修正が難しい場所に、この切断面を出さないこと。

低価格シリコーンゴムを使用する場合
シリコーンゴムの『復元性(元の形に戻ろうとする性質)』が充分でない場合があります。そのため、パーティングラインが段差としてワックス型に現れる可能性があり、修正に時間がかかり、最悪の場合ゴム型の作り直しの必要がありますので、取扱いには充分に気を付けてください。
シリコーンゴムの種類
シリコーンゴムには幾つかの種類があります。ロストワックス鋳造(ブロックモールド法)て使うシリコーンゴムには大きく分けて熱加硫式ゴムと(HTV)と、硬化剤を混ぜて加硫するRTV式ゴムがあります。
熱加硫式ゴム
熱加硫式とは、熱により硬化させるシリコーンゴムです。一般的に、鋳造工場などではこの熱加硫式シリコーンゴムを使用しています。
RTV式と比べ値段が安く、硬度や質(引っ張り・引裂き強度)の違いで素材を選ぶことができます。
熱加硫式ゴムの品質・特徴
硬度の選択基準
ゴム型の切りやすさを優先すれば、当然軟らかい方が作業性に優れます。しかし、ゴムが軟らか過ぎるとゴム型内の『壁』が、ワックス射出時の圧力に負けて変形しやすく、ワックス型の肉厚の不揃いや段差の原因になる場合があります。
また、製品のデザインがソリッド(裏抜きが無く、肉厚なもの)に近い物や大きな物の場合、ゴム型内の空洞体積が大きくなるためゴム型自体に『たわみ』が出やすく、ワックス射出時のゴム型の押え方により、ワックス型の変形やワックス重量の不均一(個々の鋳造品重量の不定量)につながります。
製品の変形による返品や、販売価格が決まっている場合には、重量の違いに起因した不均一なコスト(地金量)による損失のリスクがあるので、硬めのシリコーンゴムを使用します。
ポイント
板状のデザインや、オート式ワックスポットを使用する場合にも硬めのゴムが使用される傾向があります。
-

ゴム型用のシリコーンゴムの選び方
シリコーンゴムは、合成ゴムとしての機能はもとより、現在ではシーリング材・保護コーティング材・絶縁材・ガスフィルター・接着剤など、一般工業製品や医療分野に至るまで様々な用途で使われています。 ロストワッ ...
続きを見る

二液式(RTV式)ゴム
二液式(RTV式)ゴムとは、主材と硬化剤にわかれていて、使用時に硬化剤を混ぜる事により硬化させるシリコーンゴムです。
特に熱のかけられない原型の型取りや、ホットプレス機の設備が無い場合に有効な素材です。硬化剤の分量の調節で多少の硬度が若干調節できますが、RTVの種類や硬化剤の入れ過ぎ等により、裂けやすい傾向がありますので、微細な穴や大きな切れ込みを入れる必要のある形など、繊細で複雑な形状には不向きな場合があります。
RTV式/液状のゴムの品質・特徴
シリコーンゴムは上質なものに
宝飾品などで、特に石座や穴などが多くあるデザインの場合、ゴムカットの際にゴムを引っ張りながらカットするため、引っ張り・引裂き強度が弱いシリコーンゴム(一般的に低価格もの)を使用すると、ゴムカット中に予定外の場所からゴムが裂けてしまう可能性があるので、上質なシリコーンゴムを使用します。
ゴム型作製の流れ
この工程説明では、最も一般的な熱加硫式のシリコーンゴムでのゴム型製作を使用してご紹介しています。
step
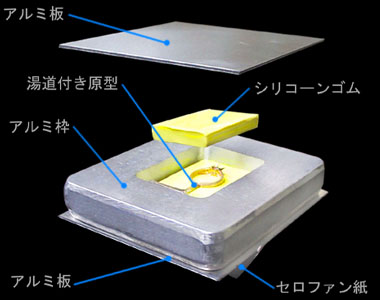
1原型をセットする

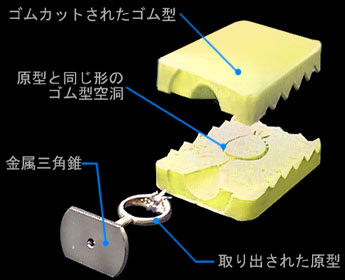
アルミ板の上に置いたアルミ枠の底部に、枠の厚さの約半分程の板状のシリコーンゴムを置きます。その際、原型の周りには最低5㎜程度の肉厚が必要です。その上に、金属三角錐に装着した原型をセットします。
(金属三角錐は使用するワックスポットの射出口と同じ形の金属型/汎用型もあります。)
step
2シリコーンゴムを充填する
①の上から、原型をシリコーンゴムでサンドイッチにするように、枠の厚みまで隙間なくシリコーンゴムを充填します。
熱加硫後にシリコーンゴムとアルミ板のくっつきを防止するため、アルミ枠の上下にはセロファン紙とアルミ板を置きます。
step
3シリコーンゴムを硬化させる
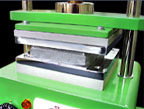
ホットプレス機にセットしてシリコーンゴムを加硫(架橋)させます。
日本製のシリコーンゴムのほとんどの場合は、約150℃でゴム型厚1mmに対して1分の比率で加硫時間を設定します。例えば、ゴム型厚2cmの場合には、20分の硬化時間が必要とされます。
温度の上げ過ぎはゴム型の収縮につながります。反対に温度が低い場合は、加硫後のゴム硬度が低くなる傾向がありますので温度調整を注意します。
step
4ゴム型を取り出す
熱加硫完了後、アルミ枠を水などで冷やした後ゴム型を取り出します。
-
関連記事【ビギナー編】鋳造用シリコンゴムの加硫(硬化)方法
ゴム型作製は、まずシリコーンゴムを熱加硫する作業から始まります。RTVシリコーンゴムを使用する場合には、熱加硫は行いません。 ただ原型をアルミ枠の中に入れるのではなく、原型の周囲のゴムの厚み(枠と原型 ...
続きを見る

ゴムカット作業の流れ
step
1ゴム型の外周を切る

金属三角錐を取り外し、ゴム型の外周に波型のカットを入れます。これは反面に切り分けた上下のゴム型がズレなく合うようにするためです。波型である必要はありません。
step
2ゴム型を2枚に切る

原型の形に沿って、パーティングラインの場所に注意しながらゴムを2枚に切り下ろします。
[sg_popup id="3584" event="click"]パーティングライン[/sg_popup]は後の工程で修正しますが、修正の難しい場所には出さないように、ゴムカットの段階で注意します。
step
3その他繋がっているゴムを切る

原型をはさんで、内側と外側につながっているゴムを充分に引っ張りながらカットします。
変形する恐れがあるため、アンダーカットに注意してカットします。
step
4原型を取り出す

原型をゴム型から取り外します。
-
関連記事【ビギナー編】鋳造用ゴムカットの3つのポイント
加硫が完了したゴム型を2つにカットして、ゴム型に埋め込まれた原型を取り出す作業を『ゴム(型)カット』といいます。ゴムカットは、大きく分けて4つの工程に分けられます。 ゴム型の外周カット ゴム型の2枚お ...
続きを見る
