
ワックスツリーの形状は、鋳造方案や鋳造品の大きさなどにより望まれる形状が異なります。
また、融点の違いや金属の種類によっても形状を変えることが望まれます。
今回は遠心鋳造のワックスツリー立てをご紹介します。
遠心鋳造は、鋳造回転方向と逆の方向に遠心力がかかるため、溶湯の流入に方向性があります。
鋳込み方向に逆らわない製品の取り付けが必須です。
また、別記事の『ワックスツリー立ての3原則|鋳造で大事な湯道方案』でも解説した通り、湯口はお椀状の丸みがある形状を避けます。
このコラムのTOPICS
遠心鋳造の理想的なワックスツリー
製品の取り付け位置
遠心鋳造の理想的なワックスツリー
円錐の湯口に板状のメインスプルーを取り付けています。そして製品は列で並べ、鋳込み方向に傾けて取り付けた形状です。

鋳込み能力が高いので、鋳型底部の壁厚が薄いと底部が割れ、溶湯が鋳型外に飛び出す可能性があります。底部の壁厚は他の鋳造方案より厚めにする必要があります。

遠心鋳造の際は、センタースプルーを細目にすると鋳造欠陥が少なくなるようです。
製品の取り付け位置
上図の鋳型で遠心鋳造をする際のイメージ図です。
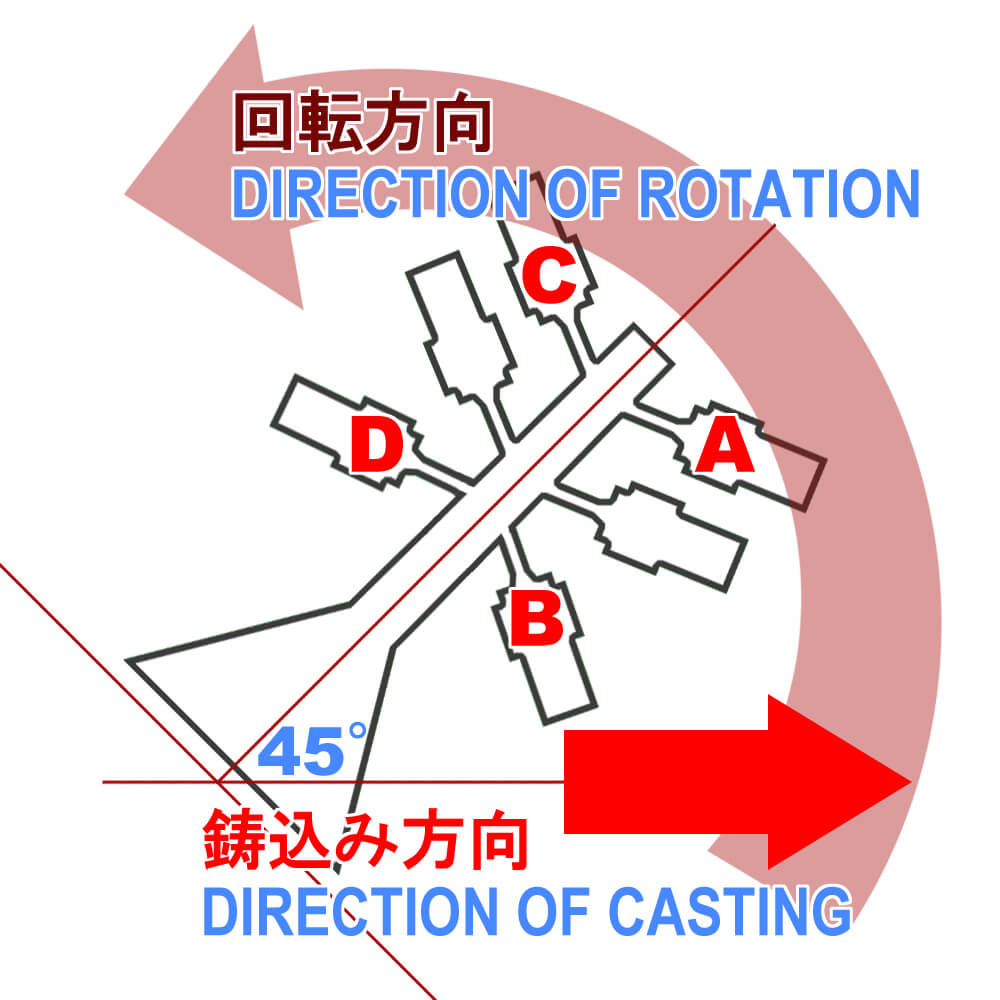
回転方向は反時計回りのため、その逆の時計回りで遠心力がかかります。
ワックスツリーに取り付けられた製品『A』『B』『C』『D』の4種類の中で、一番鋳込みに抵抗がない場所は『A』、次いで『B』『C』の順となります。
『D』の角度は、場合により鋳込み不良が発生します。
-

鋳込み不良(湯回り不良)|鋳造欠陥の種類から見る『鋳造品で失敗しがちな4つの原因』①
English 鋳造欠陥とは、鋳造工程において起きる鋳造(鋳物)の不具合のことを指します。鋳物の割れや表面の荒れ、内部に空洞ができる鋳巣、銀の火ムラに代表される偏析など、不良現象は様々で ...
続きを見る
