
湯道と堰の定義は、砂型鋳造、ロストワックス・セラミックシェル法・ブロックモールド法などにより若干定義が変わります。
『湯道』とは元来、溶湯が鋳型の製品部まで到達する道を指し、湯口部を除いたワックスツリー全体を指します。
ここであえて表記する『堰』は、湯道の中でも湯道と製品の接合部分を定義しています。
このコラムのTOPICS
堰の取り付けの基本
堰の適切な太さ
堰と製品の接合部にできる『割れ』の防止方法
堰の適切な取り付け位置
湯道を複数に分ける
ランナースプルー
堰の取り付けの基本
堰を取り付ける場所は、指向性凝固を確実にするために製品部の肉厚部分に取り付けることが基本です。
堰は、製品部より遅れて凝固する必要があるため、製品部の肉厚に対して同等の太さが基本となります。
その他に堰の必須条件をまとめました。
- 鋳込み時間が短いこと(温度低下防止)
- 静かに鋳込みができること(乱流防止)
- 製品部の凝固が完了するまで、溶湯の供給ができること(指向性凝固の確保)
堰の必須条件の詳細は、別記事乱流が起きにくい堰の形状|鋳造で大事な湯道方案で解説しています。
堰の適切な太さ
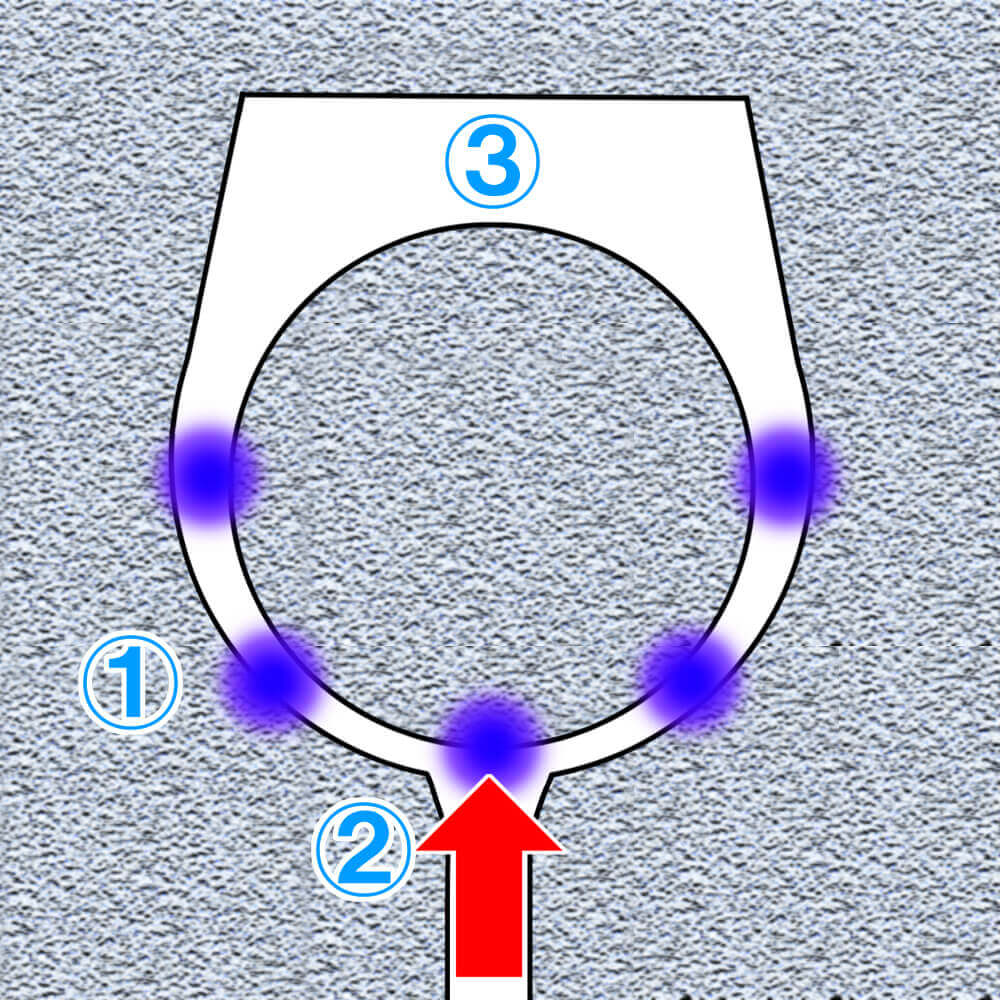
堰の適切な太さを宝飾品の指輪(環形状)を例に解説していきます。
製品断面積をA、堰断面積をBとすると、A:B=1:1~1:2/3の範囲で堰の太さを決定します。
この太さの場合、堰の長さはセンタースプルーから1cm程度が目安です。
宝飾品の指輪の場合、指輪の腕の形状によっては、湯道を取り外した後の修正の容易さを考慮に入れた堰部と製品の接合部の形状を考える必要があり、理想的な断面積が確保できない場合もあるので、この場合には湯道先端をY字にしたり、指輪の内面に湯道を接合したりする必要があります。
鋳造温度が適切でも堰の太さが製品部に比べて細い、又は長い場合には、溶湯が製品部に到達するまでに温度が低下し、金属の収縮による引け鋳巣が発生する確率が上がります。
場合によっては、湯道から製品部にかけて内部に大きな空洞が発生することもあります。
逆に製品部に比べて堰が太い、又は短い場合、堰部の溶湯の凝固があまりにも遅くなり、凝固収縮の応力で堰部から製品部にかけて割れが発生する場合があります。
堰と製品の接合部にできる『割れ』の防止方法
堰の太さが適切でも製品部の形状などにより割れが発生する場合があります。
堰と製品部の接合部にできる『割れ』を防止する方法を下記にまとめました。
- 地金からガスを追い出すこと
- 鋳造時の溶湯の温度を必要以上に上げないこと
- 鋳込まれた溶湯が、製品部→湯道→押し湯の順に固まること
- 鋳型の通気性を良くすること
- 堰の太さが、製品の接合部の断面積より太くならないこと
- 鋳型の焼成を完全に行い、ガスを発生させないこと
- 加圧鋳造の場合は、加圧の立ち上がりを遅くすること
- 遠心鋳造の場合は、回転数を調整すること
1~8の処置でも割れが発生する場合には、堰部の冷却速度を早くする処置をします。
- 堰にφ1mm×5mmL程度の棒を取り付ける。
- 堰と製品部の間に0.3mmT×7mm程度の薄板を取り付ける。


堰の適切な取り付け位置
堰は溶湯が最後に凝固する場所、つまり製品部の一番肉厚な部分に取り付けます。
『一つの製品に一つの堰』が基本です。
凝固は、湯道から一番遠い部分から順番に、湯道を最後に凝固させることが重要です。(指向性凝固)
厚みの薄い場所に取り付けると、肉厚部分の凝固が完了する前に堰部の溶湯が凝固してしまい、充分な溶湯が供給しきれません。
この結果引け鋳巣が発生してしまいます。
また、棒状の製品はストレートに湯道を取り付けると鋳造欠陥が発生する場合があります。この場合には、湯道を少し斜めから取り付けます。


湯道を複数に分ける
製品形状によっては湯道を複数本取り付ける場合があります。
但し、湯道が多すぎると逆に乱流が発生し鋳造欠陥の原因となりますので、湯の流れを考慮に入れて湯道の本数を決定します。
溶湯の乱流については、別記事【鋳巣】溶湯の乱流と対策|鋳造で大事な湯道方案で詳しく解説しています。
コの字型の形状を例に取って説明します。
下図は、湯道を一本だけ付けた時に鋳造欠陥が発生するであろう場所を印しています。

湯道の先端をY字にした場合でも、Y字の双方の湯道が同じ太さの場合には乱流が発生し易くなり、下図の青い部分にガスの巻き込みによるガス鋳巣が発生する可能性があります。


この問題を解決するには、Y字に分けた湯道の太さを片方のみ変えます。


溶湯の充填に方向性を持たせると、双方の湯の衝突が緩和され、乱流による鋳造欠陥が発生し難くなります。
湯道を複数本に分ける場合の主線の太さは、分かれた各湯道の断面積を合計した太さを確保し、各湯道に充分な溶湯が供給できるようにします。
ランナースプルー
製品部の形状により、一ヶ所の湯道では指向性凝固が確保できない場合や、溶湯そのものの供給が不足して湯回り不足が発生する場合があります。
この場合に湯道の主線から枝分かれさせ、溶湯を短時間に充分供給できるようする湯道のことをランナースプルーと言います。
肉厚部分と肉薄や細い場所が製品内で交互に存在するような形状は、肉厚部分にそれぞれ湯道を取り付けます。

また、下図のように一本の湯道では湯の供給が不足することが明らかな場合があります。
供給が不足しそうな場所に湯道の支線をつくり、十分な溶湯の供給を図ります。

下の写真は、SLA方式の3Ⅾプリンターから出力したキャスタブルレジンをベリリウム銅で鋳造した鋳造ツリーです。
