
※ロストワックス鋳造のブロックモールド法(ソリッドモールド法)の解説です。
仮硬化※した鋳型を焼成炉内にセットする場合の注意点をいくつかご紹介します。
鋳型の置き方は、鋳造時に起きる欠陥に直接起因することがあります。正しい置き方で焼成を行い、良い製品を作るための参考にしてみてください。
※仮硬化とは、石膏系埋没材は石膏が固まってから、シリカ系埋没材は脱水工程が完了した鋳型のことです。
このコラムのTOPICS
鋳型の通気性とワックスの排出を確保
鋳型と鋳型を離す
炉壁に触れない
ヒーター線がない炉壁との距離
炉内の上壁との距離
鋳型を重ねて置かない
鋳型を重ねて置かない
鋳型の通気性とワックスの排出を確保

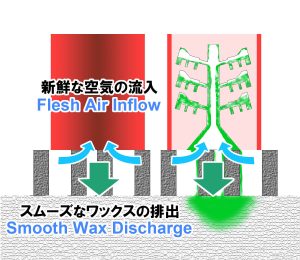
鋳型は湯口を下に向けて炉床に置きます。
炉床には耐火性の焼成台などを置き、焼成炉内の換気と円滑なワックスの排出を確保することが望まれます。
これにより鋳型内の残渣が残る可能性を下げることができます。
焼成台には陶器で作られた筒状のロストリングや、金属で作られたスノコ状の炉床板などがあります。
シリカ系の埋没材は、縦板状の炉床に直接鋳型を置くと板が埋没材に食い込み、割れの原因となる場合がありますので炉床板などを置くことを推奨します。
鋳型と鋳型を離す

隣の鋳型と触れ合わないように、最低1cm程度の距離を取ります。
鋳型どうしが密着すると、炉内の換気性が悪くなり、かつ触れ合う部分の温度が上がりにくくなります。
炉壁に触れない
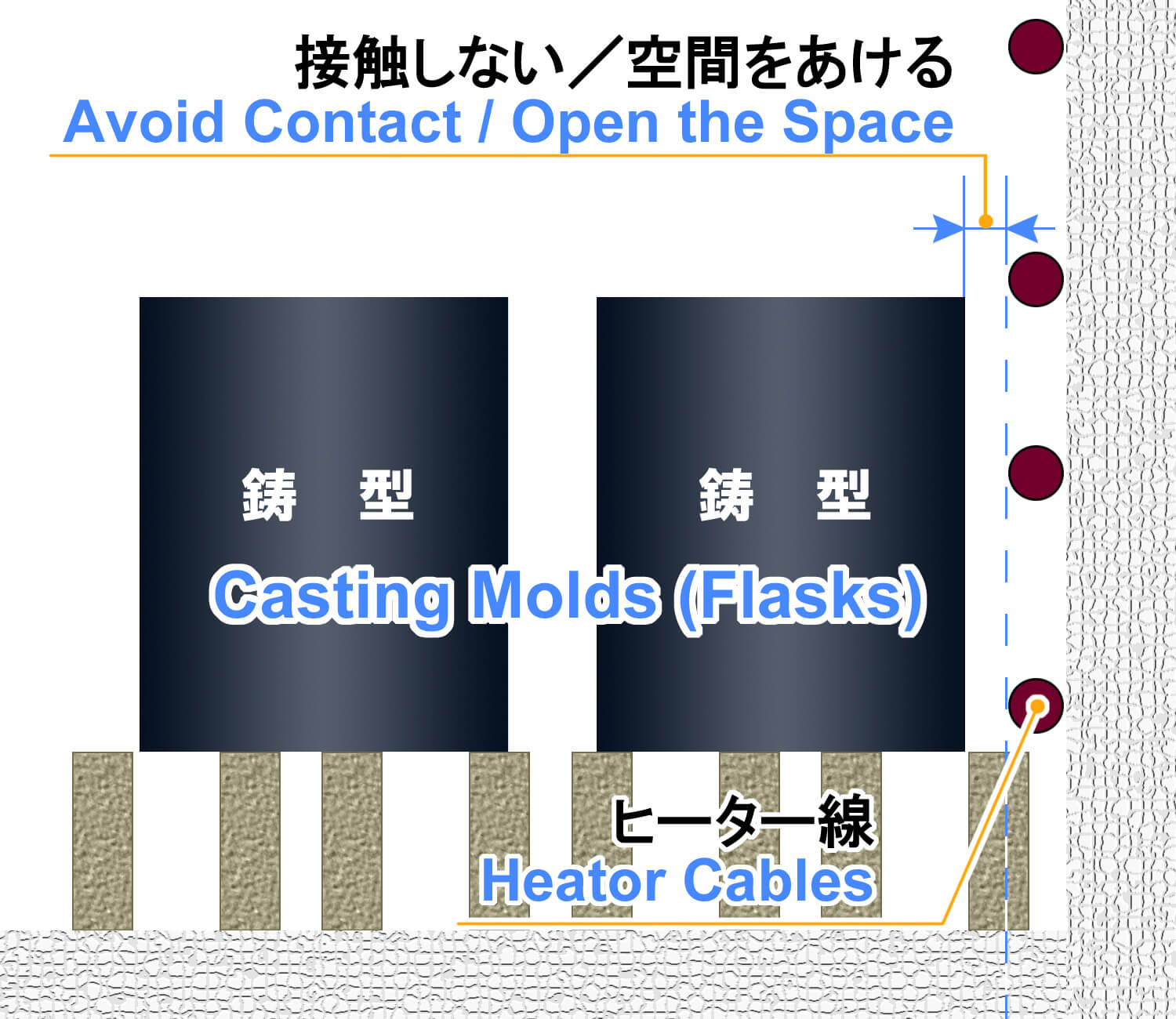
鋳型が周囲の炉壁に触れないように置いて下さい。
焼成炉の仕様によってはヒーター線が見えるような炉もあります。
炉内の換気性を確保すること以前に、このヒーター線に金属が触れると電気ショートしてヒーター線が切れてしまいます。
ヒーター線がない炉壁との距離
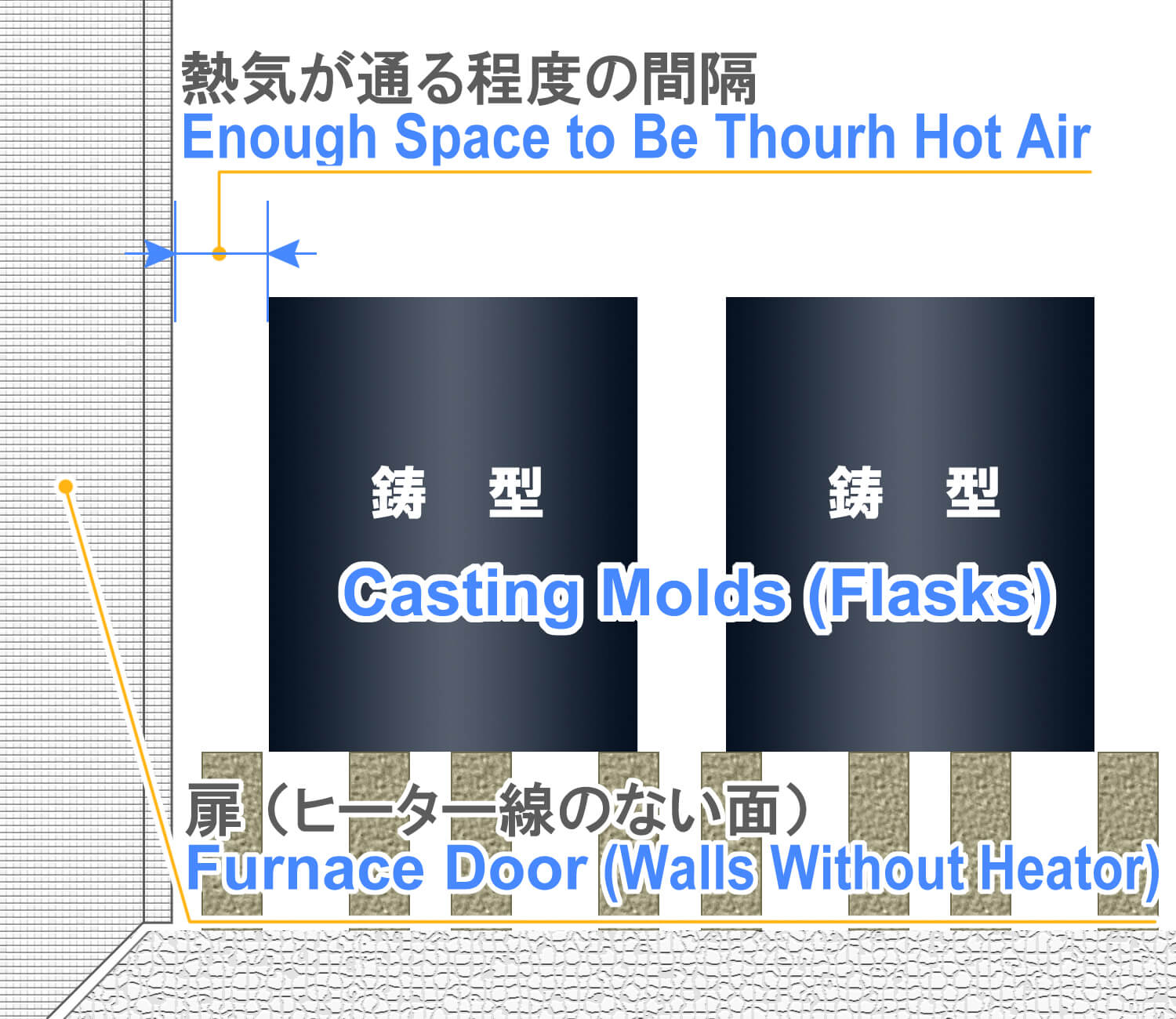
炉壁の四面にヒーター線がある焼成炉が望ましいのですが、開口扉が横にある焼成炉のほとんどが扉にヒーター線が取り付けられていません。
ヒーター線がない場所は当然発熱しないので、温度上昇が遅くなります。
また、焼成炉の扉付近は密閉度が不十分だと外気が入り込み、同じく温度が上がりにくくなります。
ヒーター線のない面や特に扉付近に置く鋳型は、熱気が通過するように炉壁から多少距離をとって置くようにします。
炉内の上壁との距離
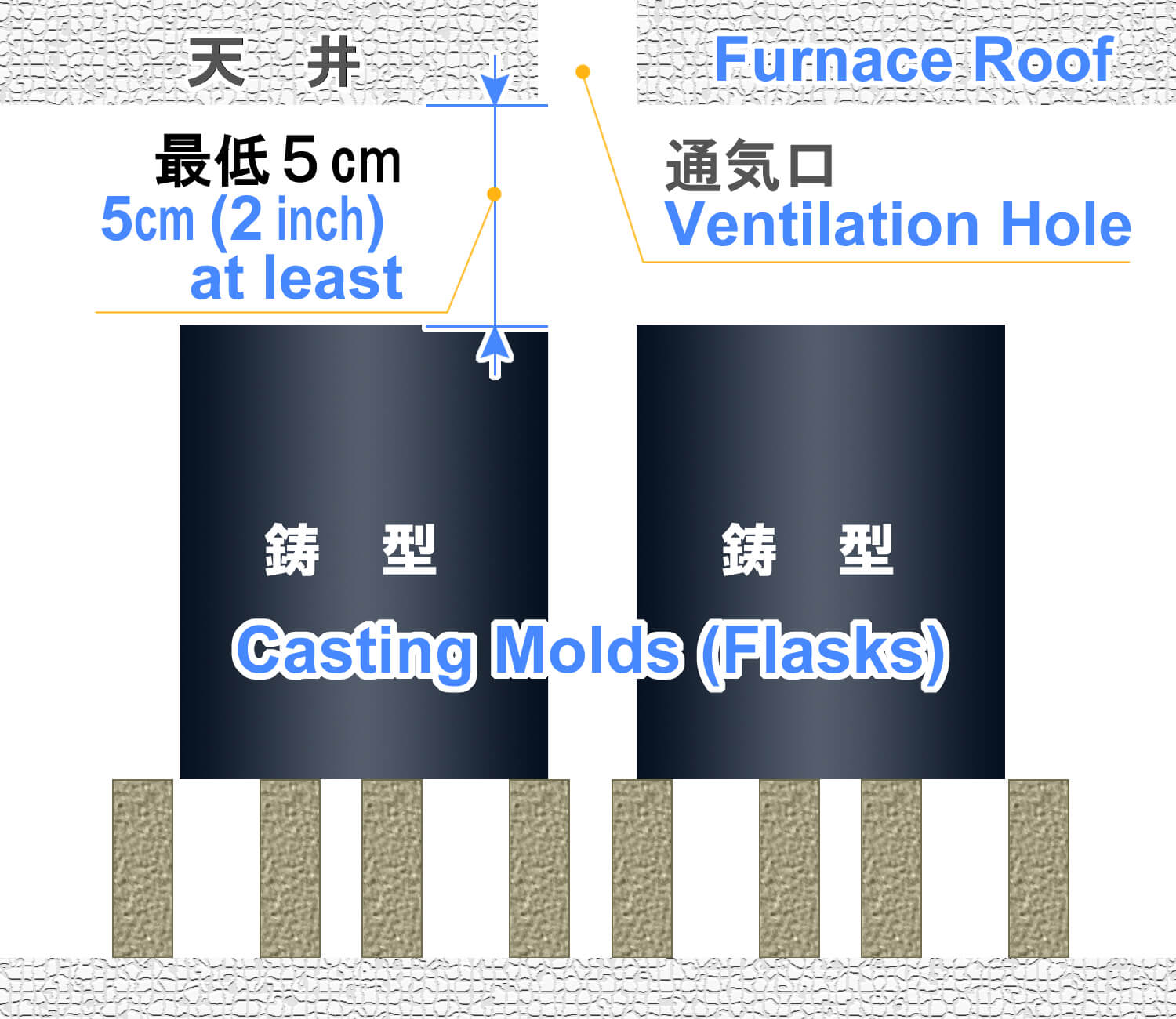
炉内の上壁との距離は、最低5cmは確保します。
天井との距離が短くなると、炉内の空気の循環が悪くなります。
また、炉内での温度が不均一になり、適切な焼成が出来なくなる場合もありますので、無理をしないほうが無難です。
鋳型を重ねて置かない
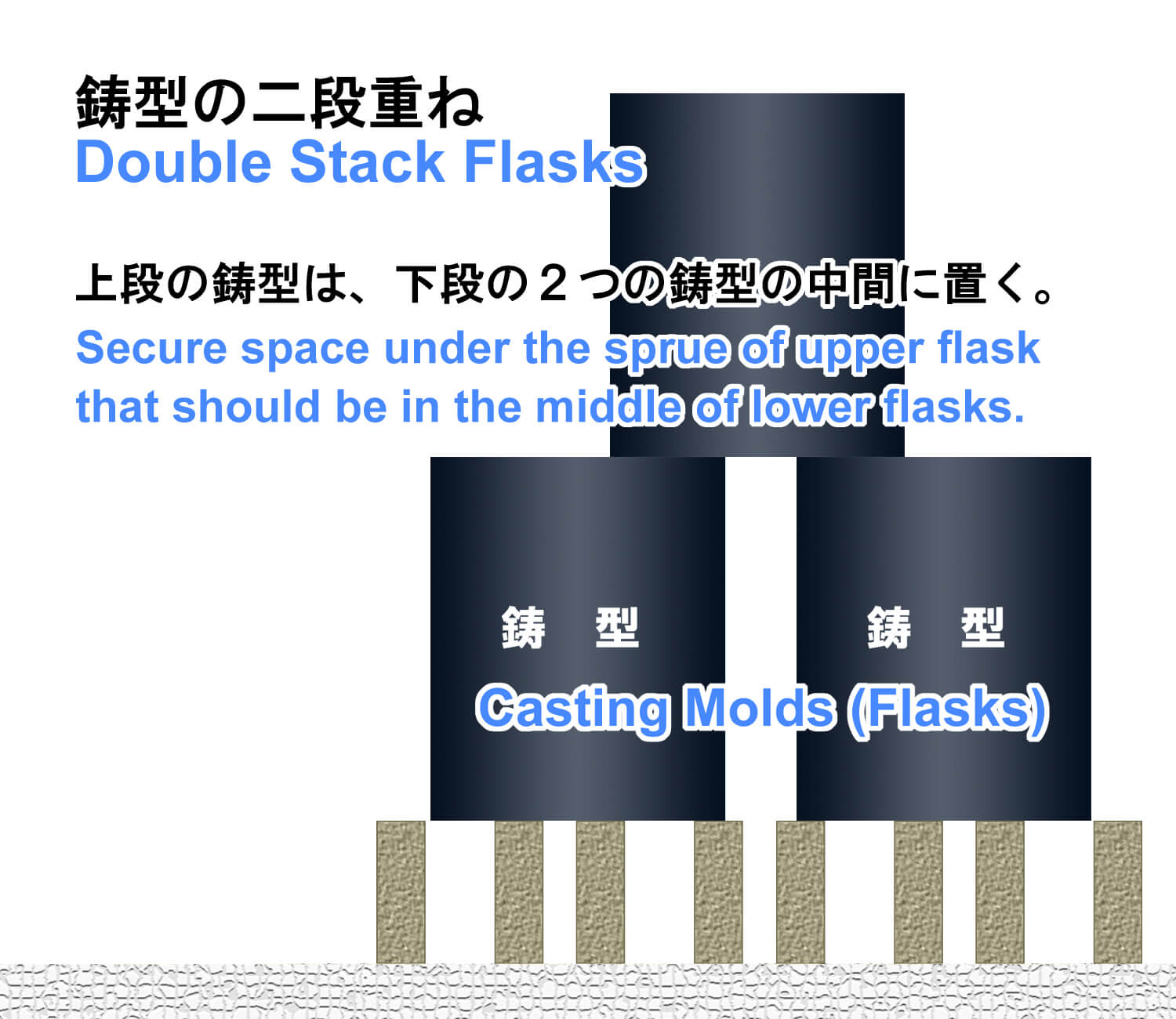
図のように鋳型を『二段重ね』にするのは、鋳型の換気性が悪くなり鋳造欠陥の原因となります。
失敗しない鋳造の観点からすると、やってはいけません。メーカーとすれば、無理せずもう一台をお勧めしたいところです。
しかし、予算や場所の都合上『二段重ね』をしなければならないときもあると思います。
やむなく行う場合には、上にのせる鋳型を下の鋳型とズラして、湯口が塞がらないように置きます。
下の鋳型の真上に重ねて鋳型を置くと、上の鋳型の換気性が失われます。
また、上の鋳型から排出される溶けたワックスが、下の鋳型に浸み込むことになりガス鋳巣の原因となります。
鋳型を重ねて置かない
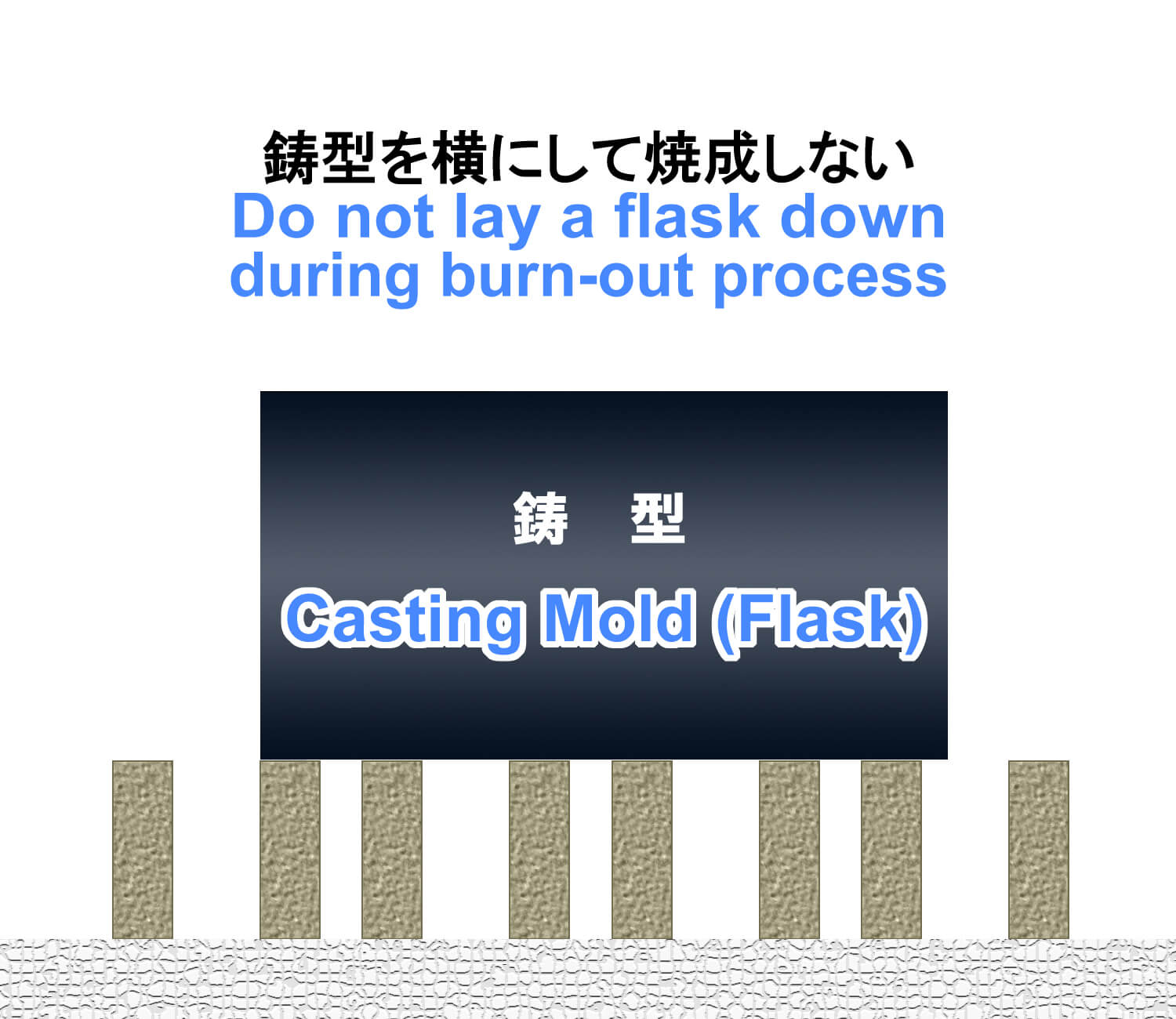
鋳型は必ず湯口を下にして縦に置きます。
鋳型が縦に入らないからと言って、横にして置くことは鋳造失敗の原因となります。
どうしても行わなければならない場合には、鋳型が固まった後にお湯で煮てワックスの一部を湯煎で流し出す脱ロウ方法があります。
しかし、完全には取り切れないのと、湯煎により鋳型の肌が荒れてしまいます。
尚、この方法は石膏系の埋没材でのみ可能です。シリカ系の埋没材では型崩れを起こします。