
※ロストワックス鋳造のブロックモールド法(ソリッドモールド法)の解説です。
このコラムのTOPICS
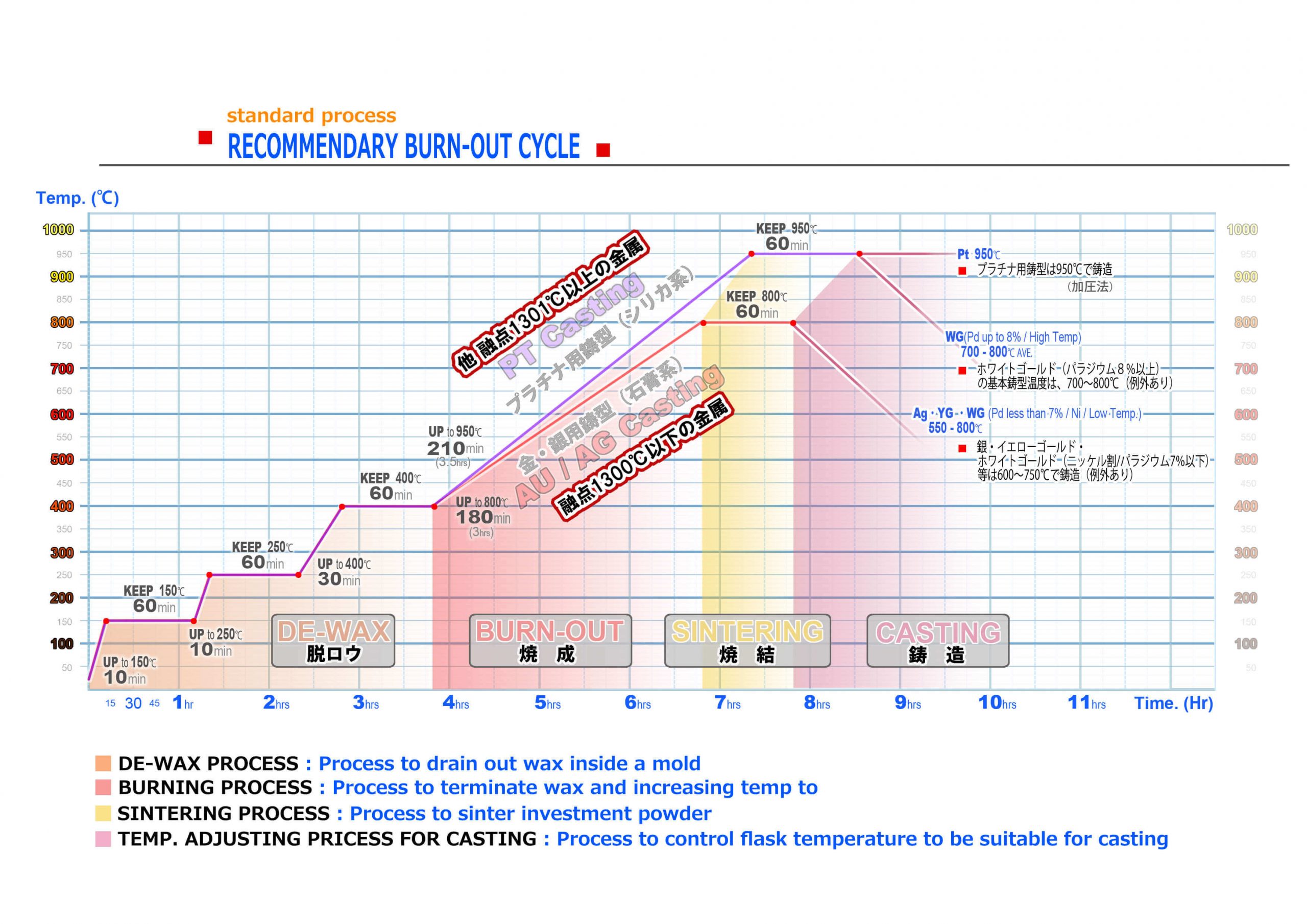
鋳型焼成の工程
脱ロウ工程
焼成工程
焼結工程
鋳造に適した鋳型温度
鋳型焼成の工程
ロストワックス鋳造(ブロックモールド法)での鋳型焼成は3つのセクションに分けることができます。
鋳型焼成のステップ
● 脱ロウ工程 鋳型内ワックスの排出
● 焼成工程 鋳型内ワックスの燃焼
● 焼結工程 鋳型の焼き固め
● 鋳造温度 金属や形状に適した温度調整
※ 焼成温度勾配は、石膏系埋没材やシリカ系埋没材・リン酸塩系埋没材などの埋没材の種類により異なります。
※ 掲載の推奨焼成温度勾配は、弊社取り扱いの埋没材を対象としております。その他の埋没材は対象外です。
脱ロウ工程
脱ロウ工程は、鋳型内のワックスを熱でゆっくりと溶かし、鋳型の外へ排出させるための工程です。
一般的なワックス(インジェクションワックス)は、40℃付近で軟化し50℃前で溶解します。
焼成炉の温度表示は、あくまでも炉内温度で、鋳型内の温度ではありません。そのため150℃付近の温度に昇温させて約1時間その温度を保ちます。表示される炉内温度と鋳型内の温度の差を少なすことでワックスを溶解していきます。
溶けたワックスは鋳型内に残留する水分と一緒に湯道やセンタースプルーを通って鋳型の外に排出されます。
つまり、効率の良い脱ロウには、鋳型の水分が必要になります。このため、埋没後長時間放置して乾燥した鋳型は水分不足のためワックスの排出がうまく行かず、鋳肌が荒れたり残渣が残りガス鋳巣の原因の一つとなります。
鋳型内の水分がなくなるまで鋳型内温度は100℃以上にはなりません。この工程に充分な時間を取らないと、鋳型内部と外部の温度差が大きくなり鋳型にサーマルクラックが入ったり、鋳型が割れるとバリの原因になります。
このため脱ロウ工程は焼成工程全体でも最も重要な工程となります。
もし、どうしても乾燥した鋳型を鋳造しなければならない場合には、鋳型を約10分程度水に浸け鋳型に水分を含ませてから焼成を行います。(但し、鋳肌は荒くなります。)
焼成工程
焼成工程は、鋳型を焼き固める途中の工程となります。
この工程は、炉内温度350℃あたりから700℃までの範囲を指します。
一般的なワックスの場合、350℃から550℃前後の温度帯で、溶けて炉床などに染み込んだ溶けたワックスが気化して燃え上がる温度域です。600℃を超えるあたりで炉内のワックスが完全燃焼し残渣の無い鋳型が得られ、次の焼結プロセスにむけて昇温する工程です。
鋳型の熱の温度差でサーマルクラックが入る場合があるので、この工程では適切な時間をかける必要があります。
また、炉内で充分な空気の循環がないと鋳型内に残留するワックスが充分に燃焼せず、炭化してしまう可能性があります。炭化物は、鋳造時に溶湯と接触すると瞬間に気化してガス鋳巣の原因となります。
※鋳造地金の種類によっては、多少残留するカーボンが還元雰囲気をつくり脱ガス効果が期待できる場合もあります。
※ストーンキャストで、ダイヤモンドがすでに石留めされているワックス型を焼成する場合には、鋳型の温度は630℃以上げません。
焼結工程
埋没材が焼き固まる工程です。シリカ系埋没材の場合にはシリカ粒子間のバインダーが熱でシリカに変わり焼結し鋳型強度が上がります。
埋没材の種類による最高温度のちがい
■ 石膏系埋没材の焼結温度 一般的には750℃とされています。
■ シリカ系埋没材の焼結温度 一般的には900℃以上とされています。
焼結が充分ではないと充分な鋳型強度が確保できません。
焼結強度が低いと鋳型内部の薄い壁が鋳込み時の溶湯の流入圧力に負けて部分的に欠けたり折れたりします。いわゆる『欠けこみ』が発生する場合があります。
炉内温度が焼結温度に到達しても、鋳型内の温度が低い場合には結果的に充分な焼結が得られません。このため、焼結温度に達したら一定時間その温度を保持し、外部温度と内部温度が同じになるまで待ちます。
鋳型の大きさにより焼結温度での係留時間が変わります。歯科技工など小さな鋳型の場合には30分以上と言われますが、宝飾など一般的な歯科技工の鋳型より大きな鋳型の場合には最低1時間の]係留が必要とされています。
鋳造に適した鋳型温度
鋳型が焼結温度に達し、一定時間の係留が終了したら、必要に応じた温度まで鋳型温度を下げます。これを鋳型温度と呼びます。
鋳型の数が多く鋳造開始から鋳造終了まで1時間以上かかることが想定される場合には、希望する鋳型温度を横ばいにして必要以上に鋳型の温度が下がることを防ぐ必要があります。
温度降下を放置すると一番始めの鋳型温度と終了時の鋳型温度が変わる可能性があり、鋳込み温度を変える必要があるからです。
くれぐれも言いますが、鋳型の内部の温度は、焼成炉の1時間前に示された温度が実際の温度です。