ホットスポットとは、鋳型内空洞の形状により溶湯の熱が集中する場所を指します。
対策をしないと、溶湯が直接当たり鋳肌を荒らしたり、熱が集中した結果、適切な温度冷却の勾配が難しくなるため指向性凝固が確保されず鋳物内に引け鋳巣が発生します。
デザインの制約や要求される寸法精度などにより、鋳造理論から最善と思われる設計ができない場合もありますが、危険性を認知しておくだけでも鋳物の設計に役立つので、基本的に知っておきたいホットスポットの場所を紹介します。
ホットスポットは、溶湯の乱流と密接に関係しているため、防止するための湯道方案が似ていますが、今回はホットスポットを念頭に置いた解説を行います。
溶湯の乱流については、別記事【鋳巣】溶湯の乱流と対策|鋳造で大事な湯道方案で詳しく解説しています。
このコラムのTOPICS
ワックスツリーに発生するホットスポット
製品部分にできるホットスポット
ワックスツリーに発生するホットスポット
ワックスツリーに製品を取り付ける際、ホットスポットが発生する場所に製品を取り付けないようにします。
湯口の直下は溶解直後の熱い溶湯が当たるため、『鋳肌の荒れ』『ガス鋳巣』『収縮鋳巣』などが発生し易くなります。
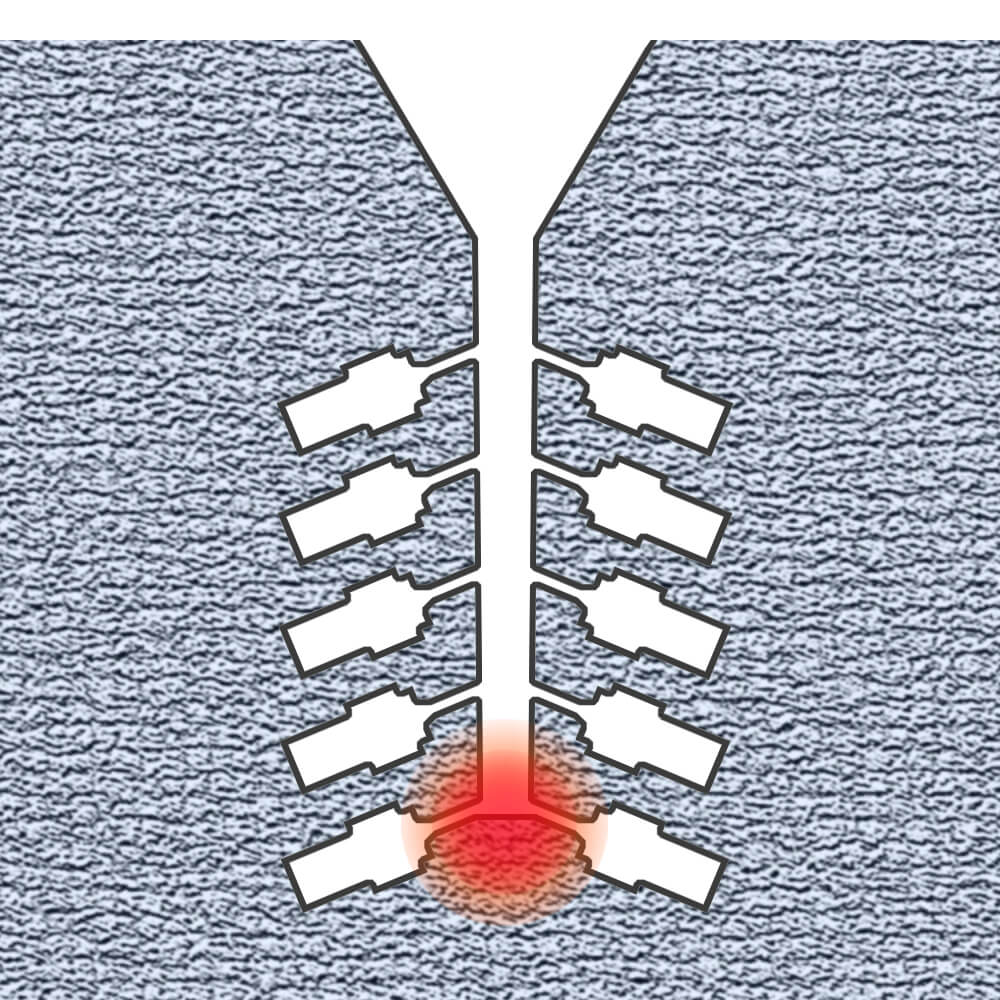
センタースプルーに発生するホットスポット
センタースプルーの一番下(ワックスツリーの一番上)にはホットスポットが発生します。
センタースプルーの一番下から約1cm部分には製品を取り付けないようにします。
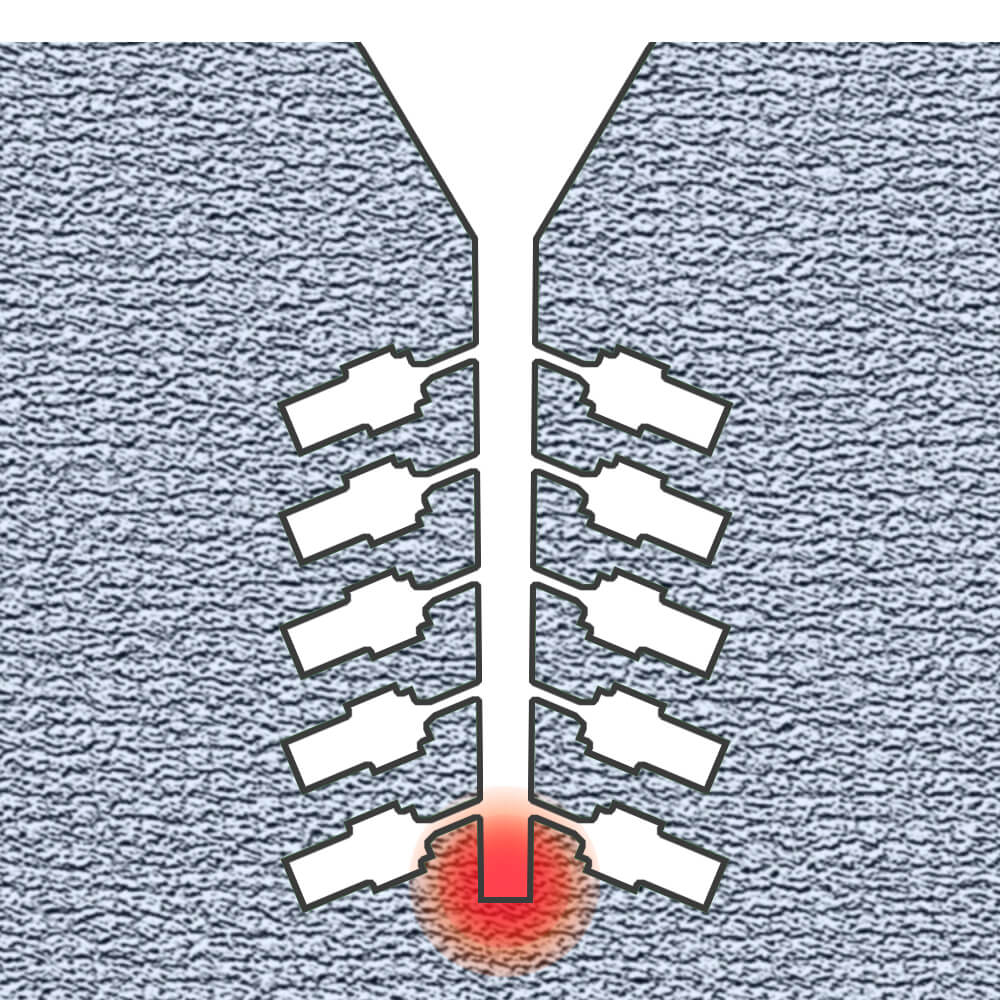
センタースプルーの無いワックスツリーのホットスポット
湯口直下の製品にはホットスポットができやすくなります。
この部分に製品を取り付けるのは避けましょう。又は、湯道を曲げたりして、ルツボから注湯される溶湯を冷ます工夫をします。
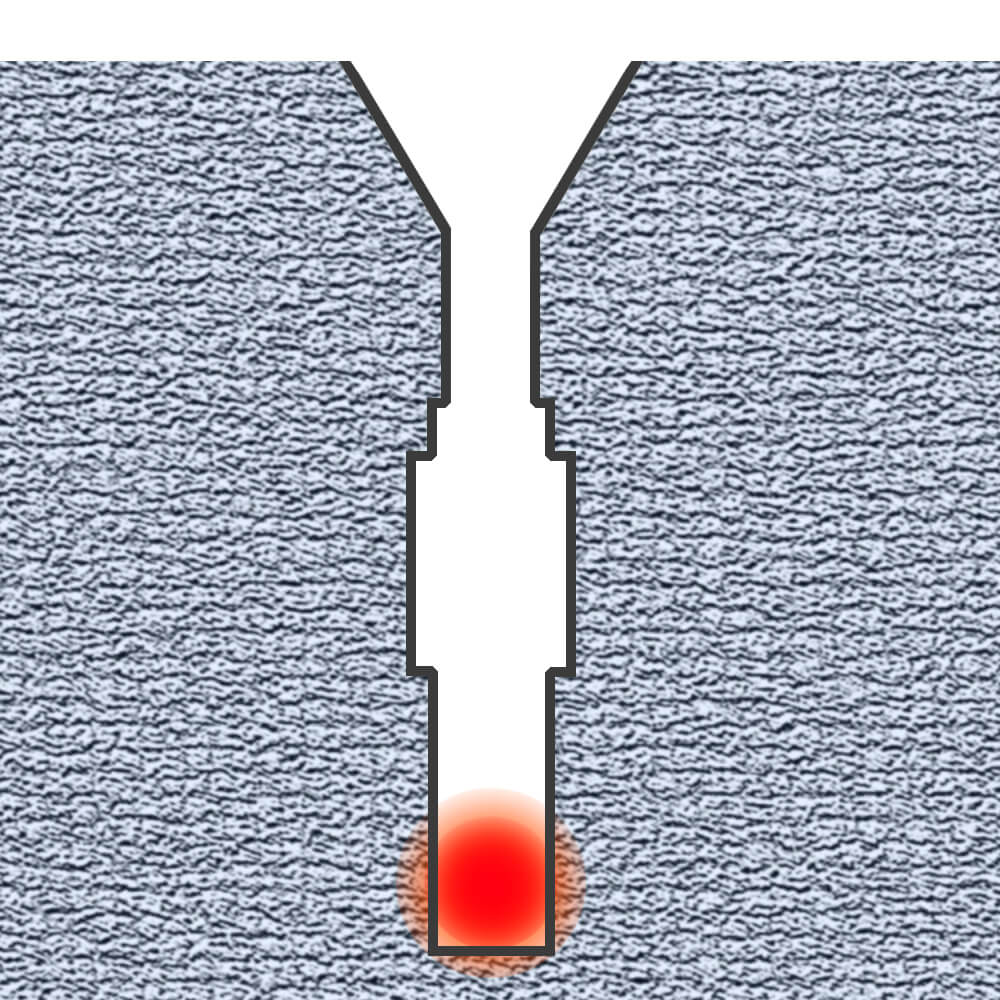
直立てのワックスツリーにできるホットスポット
長尺の製品や大きな製品は、湯口から直接製品を取り付ける場合があります。
湯口直下の湯道に角度を付け、溶湯が直接製品部に当たらないようにします。特に肉厚の製品は、溶湯が直接製品に当たらない工夫をする必要があります。
製品部分にできるホットスポット
鋳型内空洞の形状によりホットスポットが発生します。いくつかのパターンに分類し、できやすい場所とその対処方法の一例を紹介します。
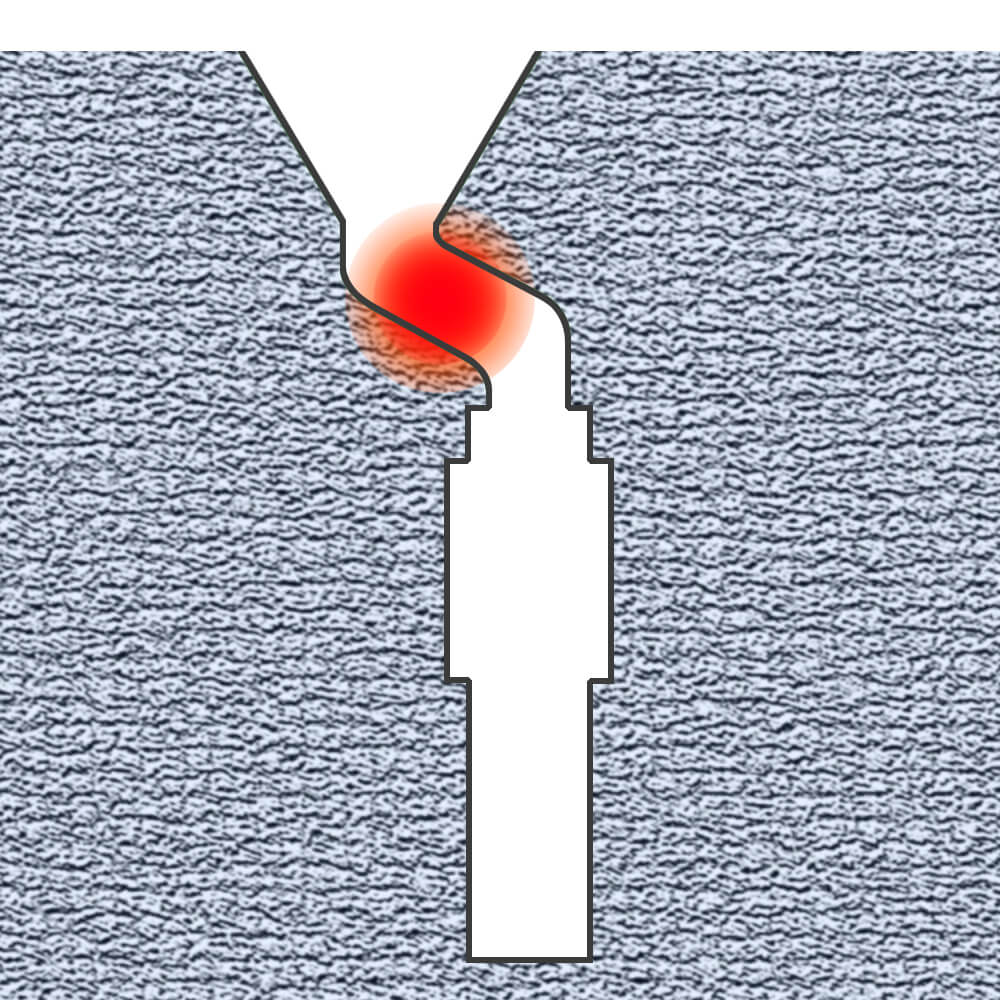
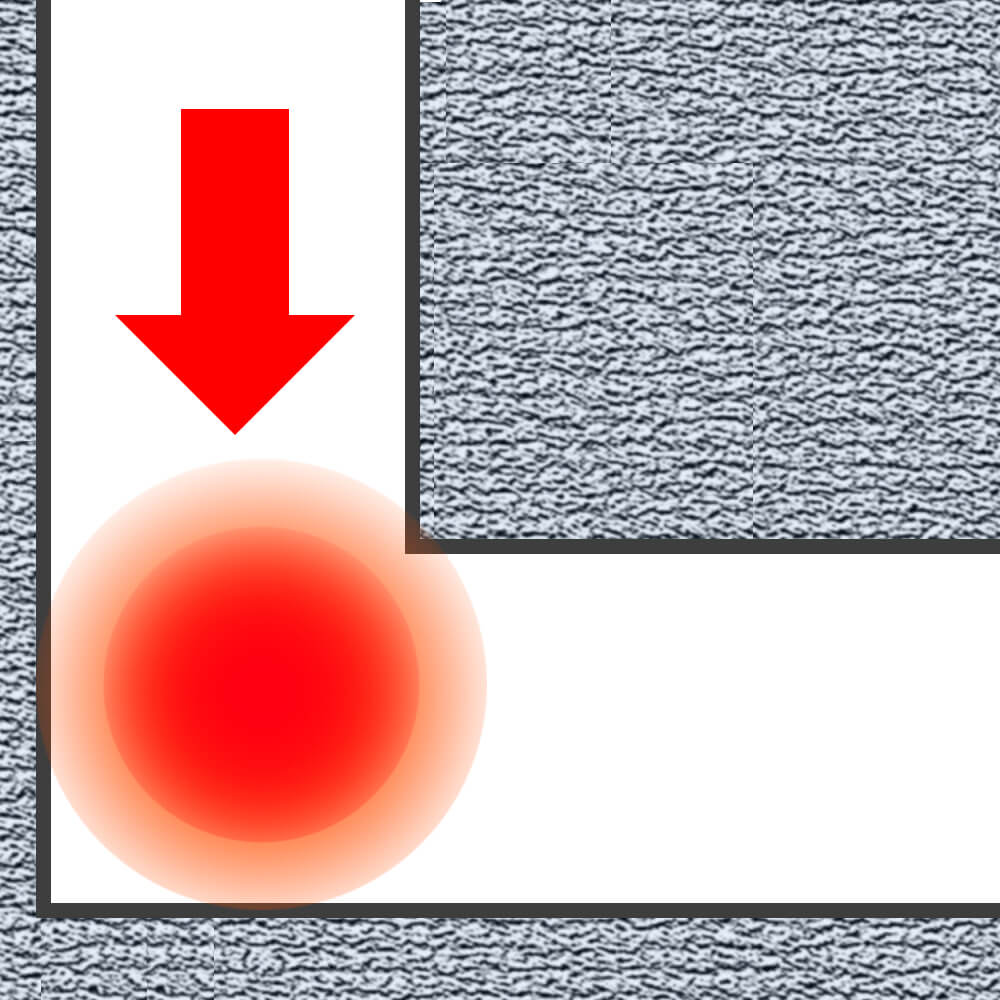
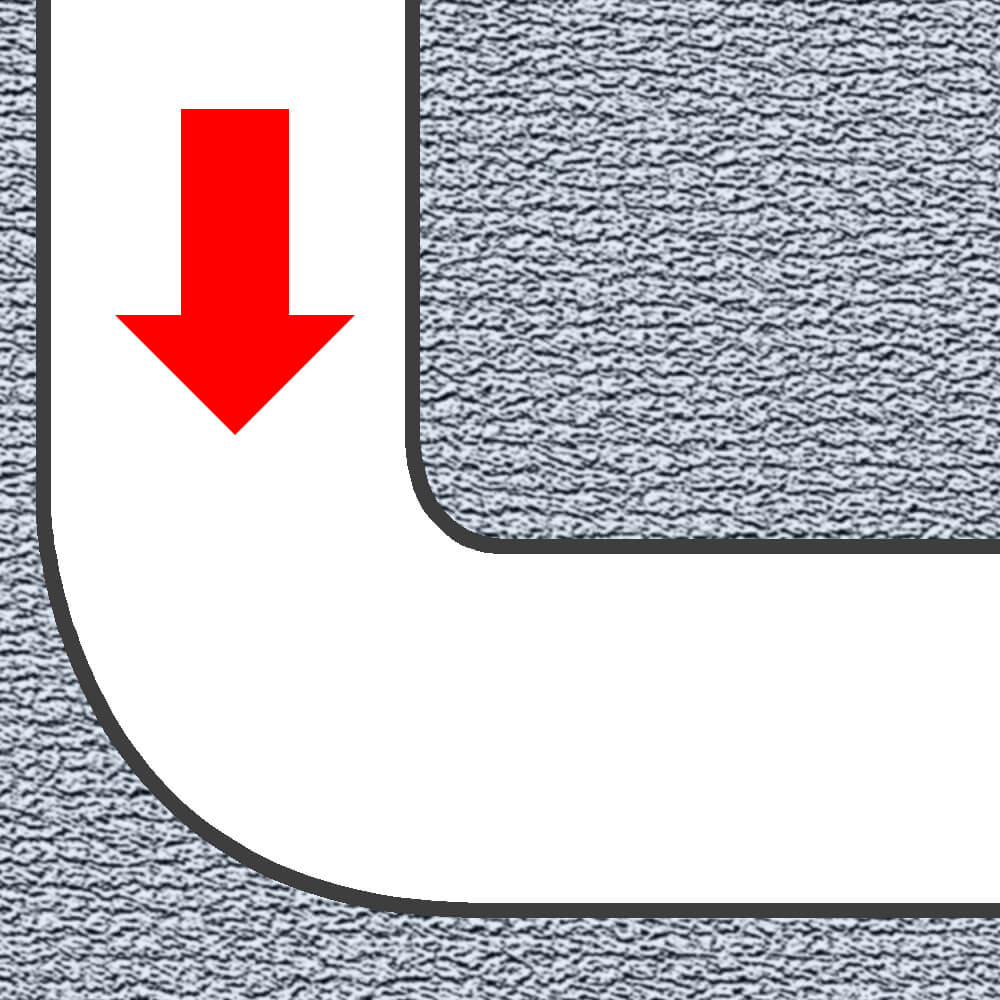
L字断面に発生するホットスポット
急激に角度が変わる場所は、角に丸みをつけて溶湯の流れをスムーズにします。
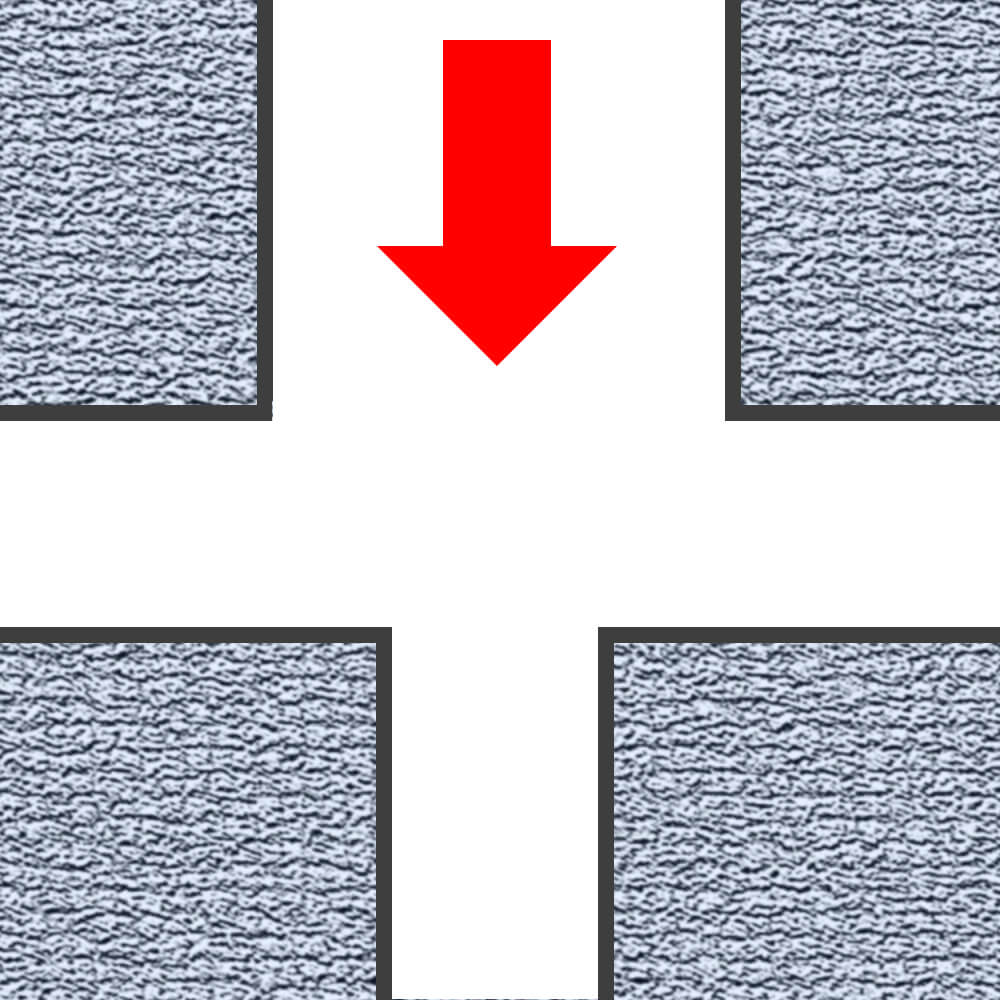
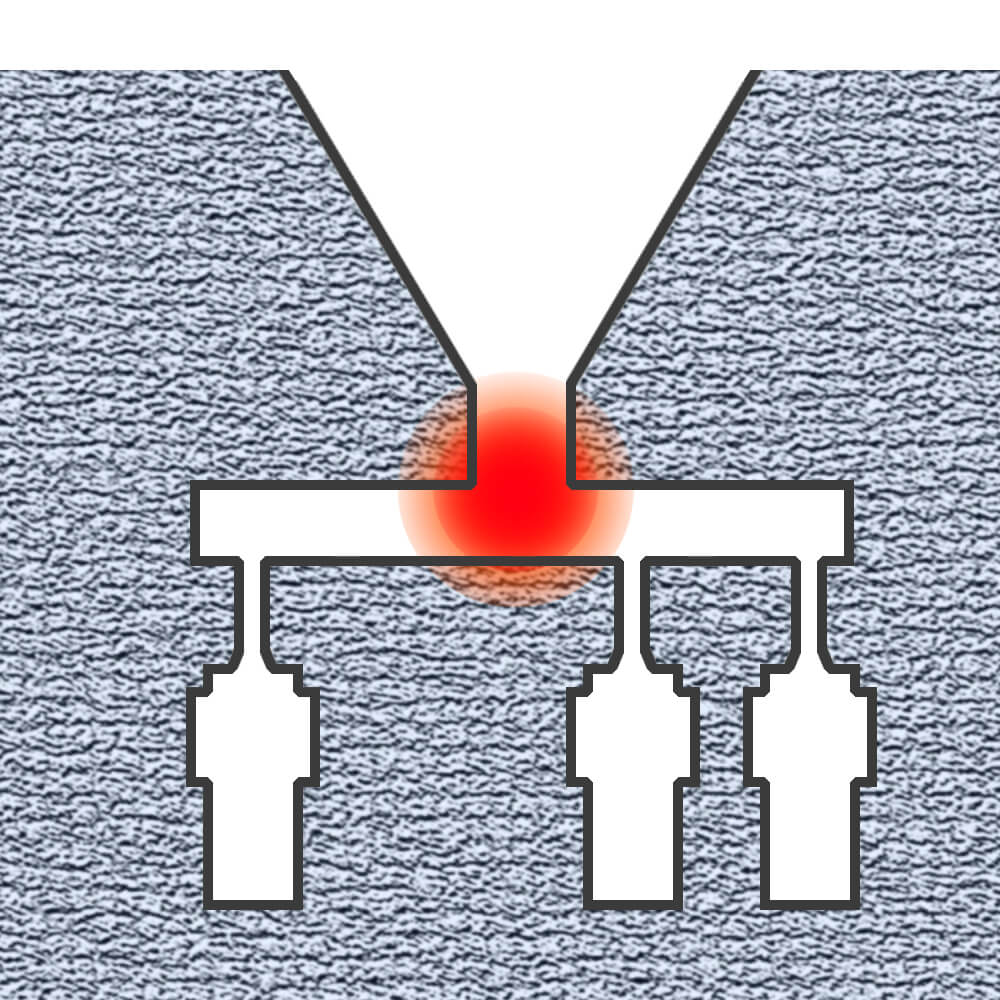
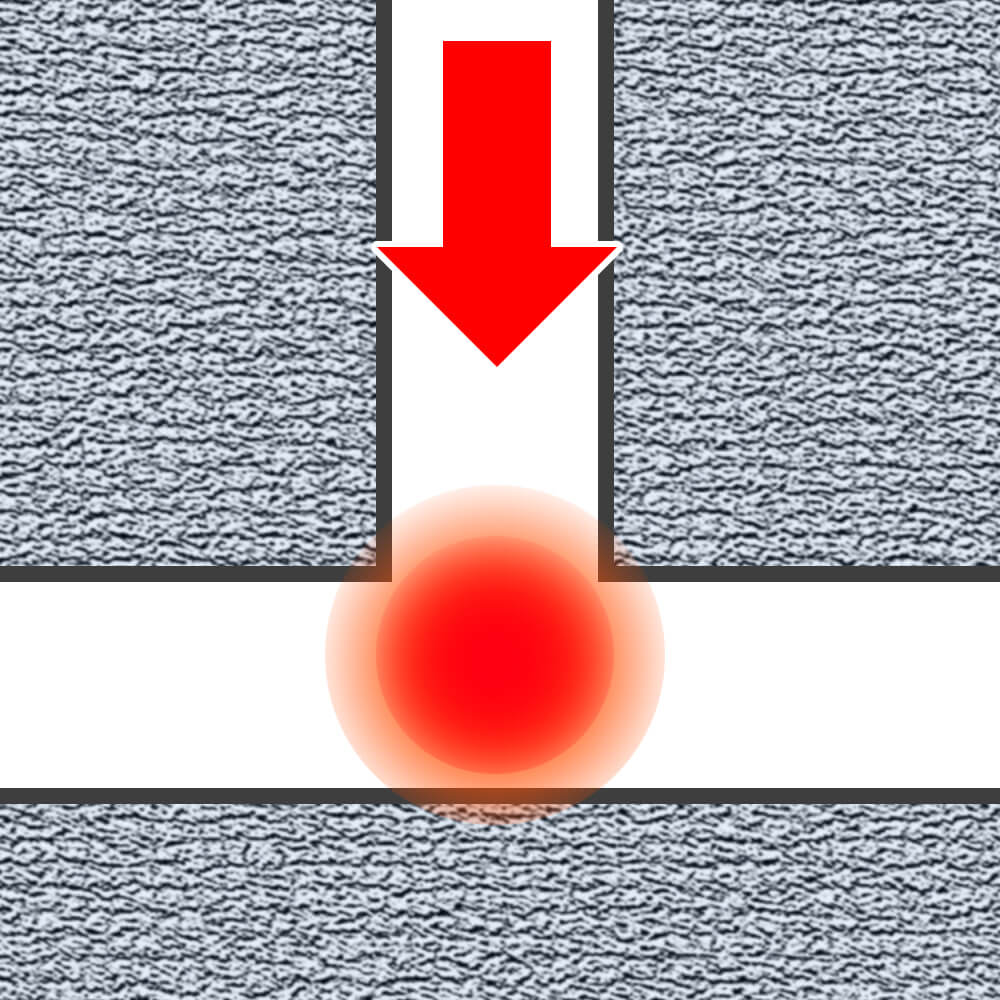
T字断面に発生するホットスポット
T字やY字など溶湯の流れの分岐点は、溶湯が当たる場所にへこみを付けるか、出っ張りを付けて表面積を大きく取ります。これにより凝固のスピードを速くし、溶湯の流れもスムーズになります。


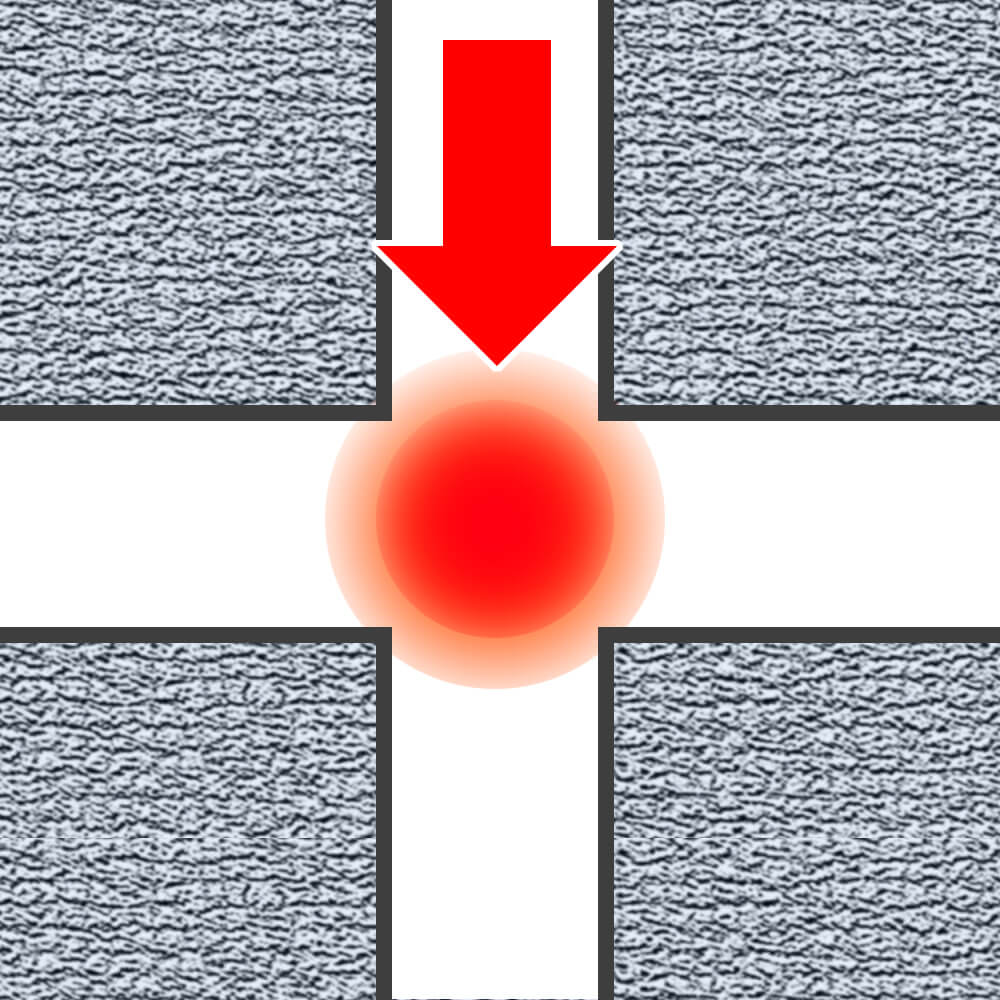
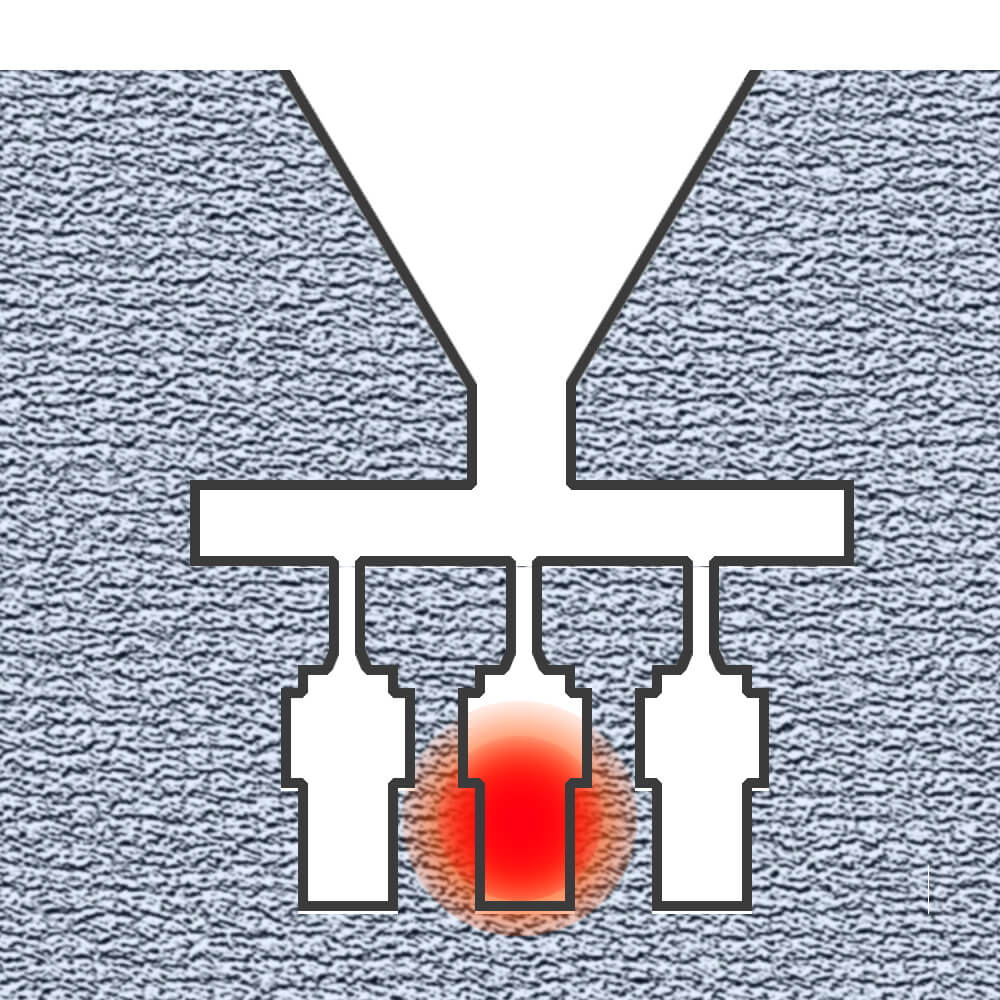
十字断面に発生するホットスポット
十字に交差する場所は、溶湯が初めに流れ込む場所の幅を厚くします。