
★This column is a commentary on lost wax casting with a block molding method
This column has been presented by Yoshida Cast
A hotspot is a place where the molten metal directly hits and roughens the casting surface, or heat is concentrated due to the shape and directive solidification is not ensured, causing shrinkage porosities in cast objects.
Due to design restrictions and required dimensional accuracy, it may not be possible to design sprue position that seems to be the best from the viewpoint of casting theory. However, just being aware of the dangers can help you design your casting, so basically here are some hotspot locations you should know.
[toc]
Hotspots in casting trees
When mounting casts (products) on a wax tree, avoid mounting products where hotspots occur.
In a wax tree, hot molten metal after casting first hits the bottom part of center sprue, so "rough casting surface", "gas porosities", "shrinkage Porosities", etc. are likely to occur around there.
Place for hotspots on a center sprue (main Sprue)
Hotspots occur at the bottom of the center sprue.
Do not attach products around the area approximately 1 cm (0.4 in. approx.) from the bottom of a center sprue.
Hotspots on a wax tree without center sprue
Hotspots are likely to occur in products directly under a pouring (inlet).
Avoid attach casts (products) in this area, Otherwise, try to cool molten metal poured from a crucible by bending center sprue.
A hotspot that can be created with an upright wax tree
For long or large products, it may be necessary to put casts (products) directly from a sprue. Especially in case of thick products, devise ways to prevent melting metal from a crucible from directly hitting the product.
Angle the center sprue so that the melting metal does not hit the cast (product) directly.
Hotspots in product parts
Hotspots occur depending on wall thickness of cast (product) parts and shape of sprue where melting metal flows.
The types of hotspots are classified and introduce places where hotspots are likely to occur and examples of how to deal with them.
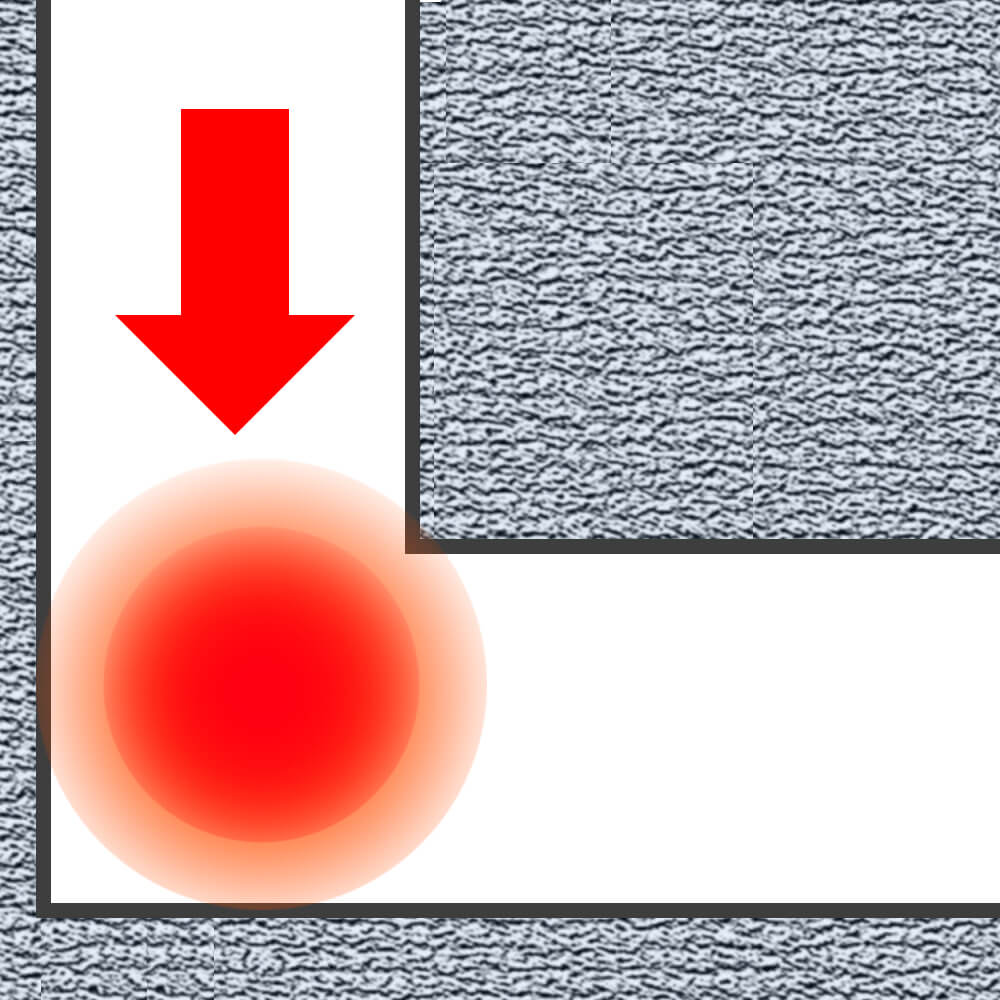
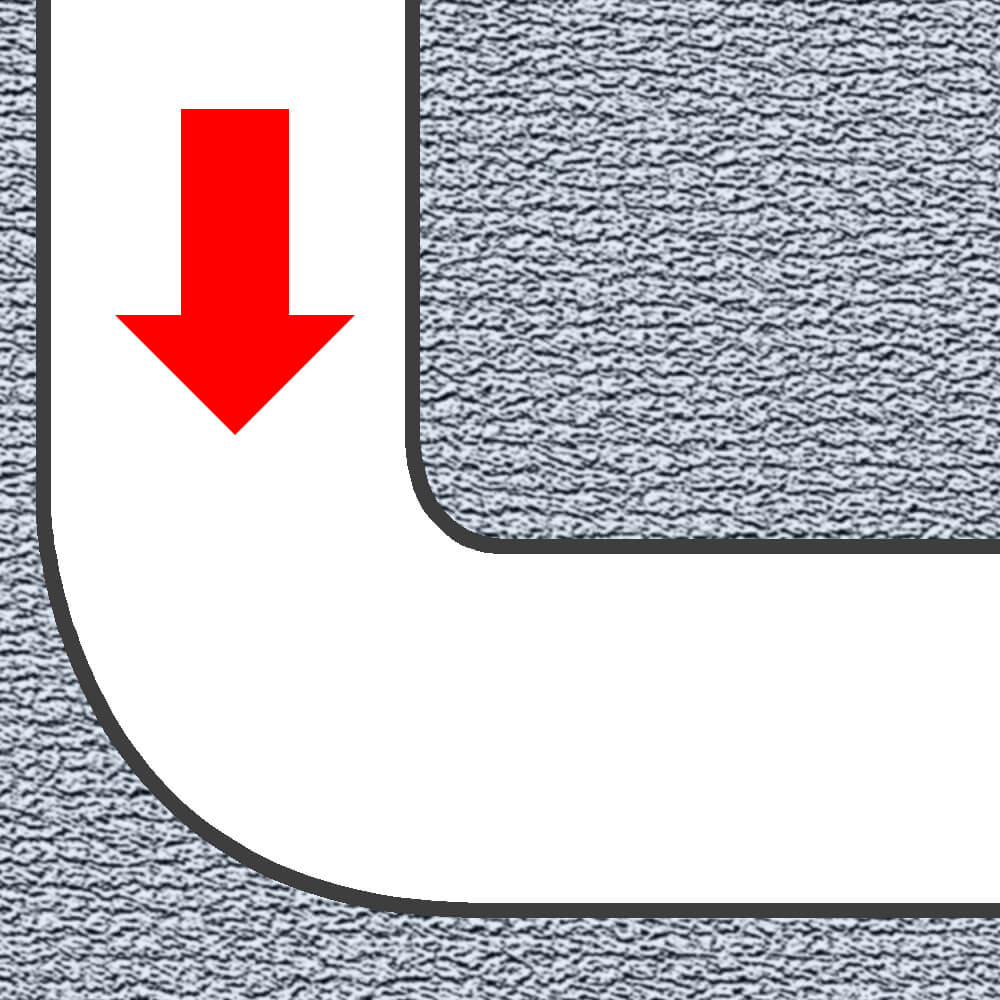
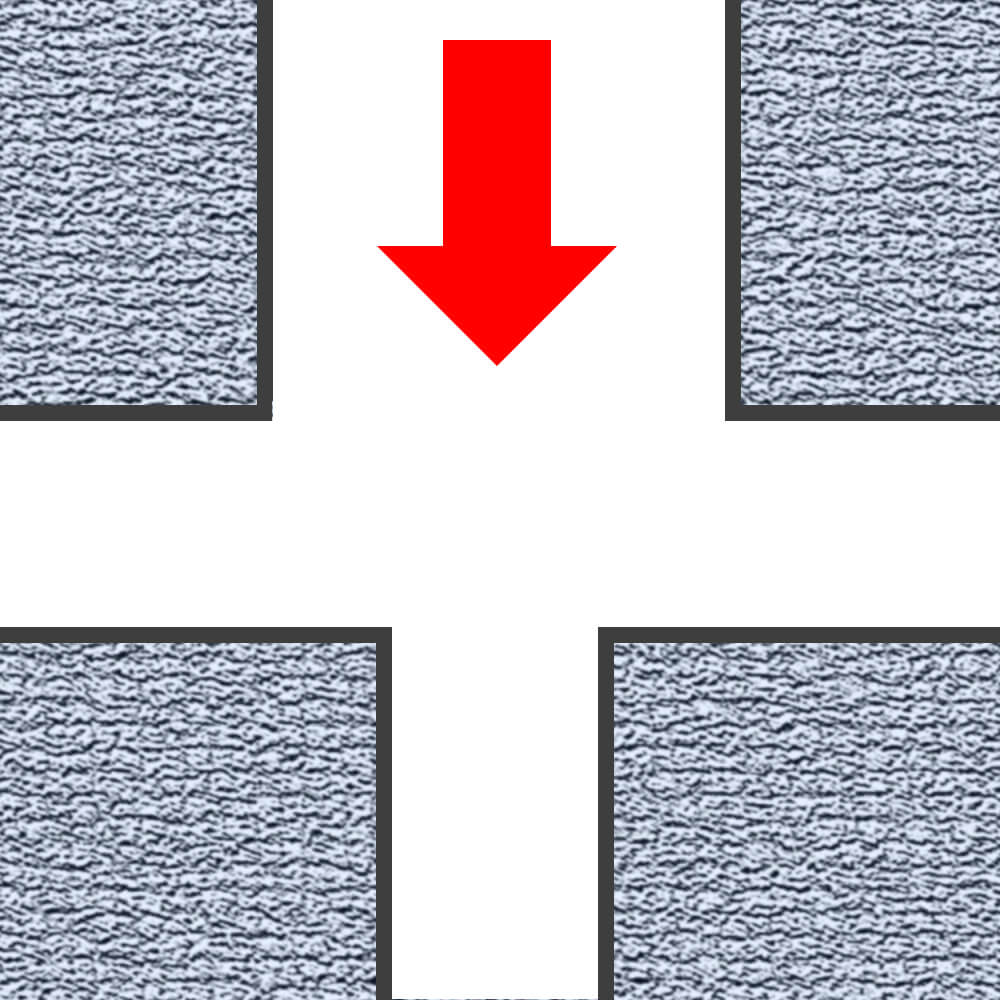
Hotspots at L-shaped cross section
A place flowing angle change much.
Round the corners to smooth flow of melting metal.
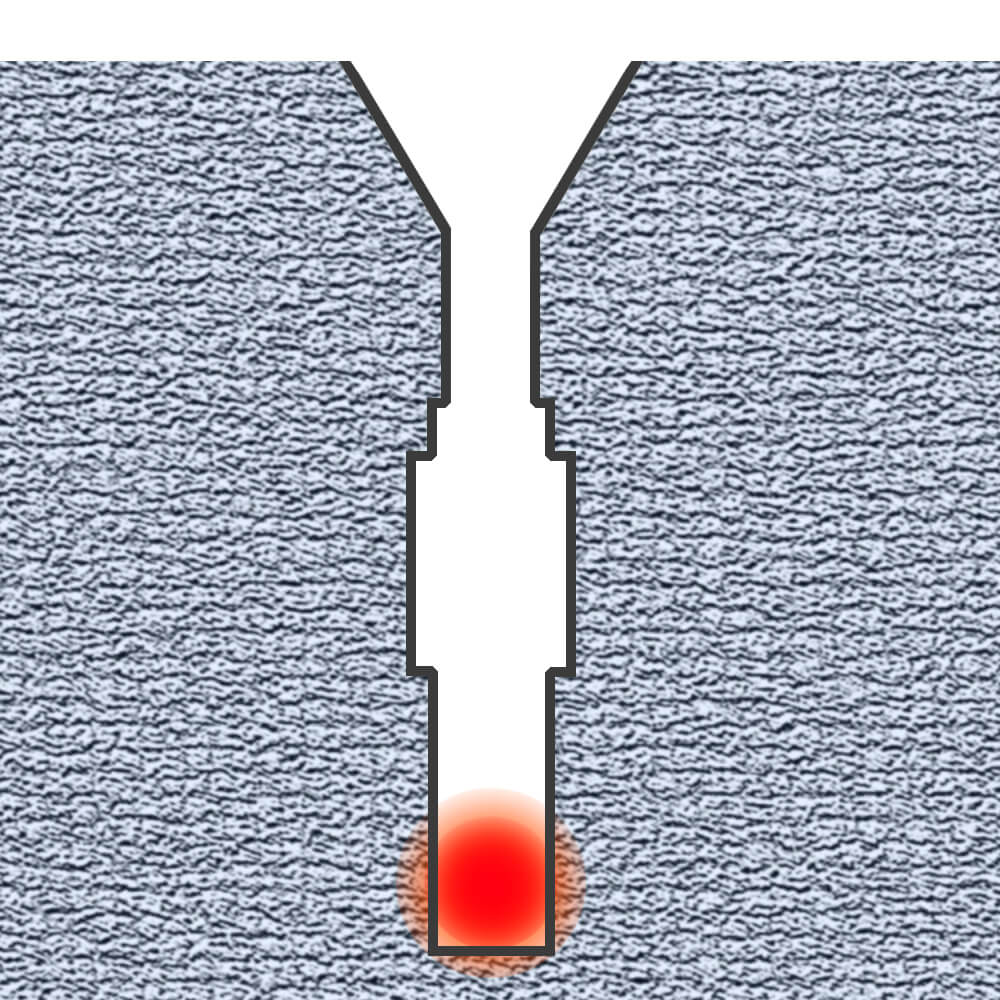
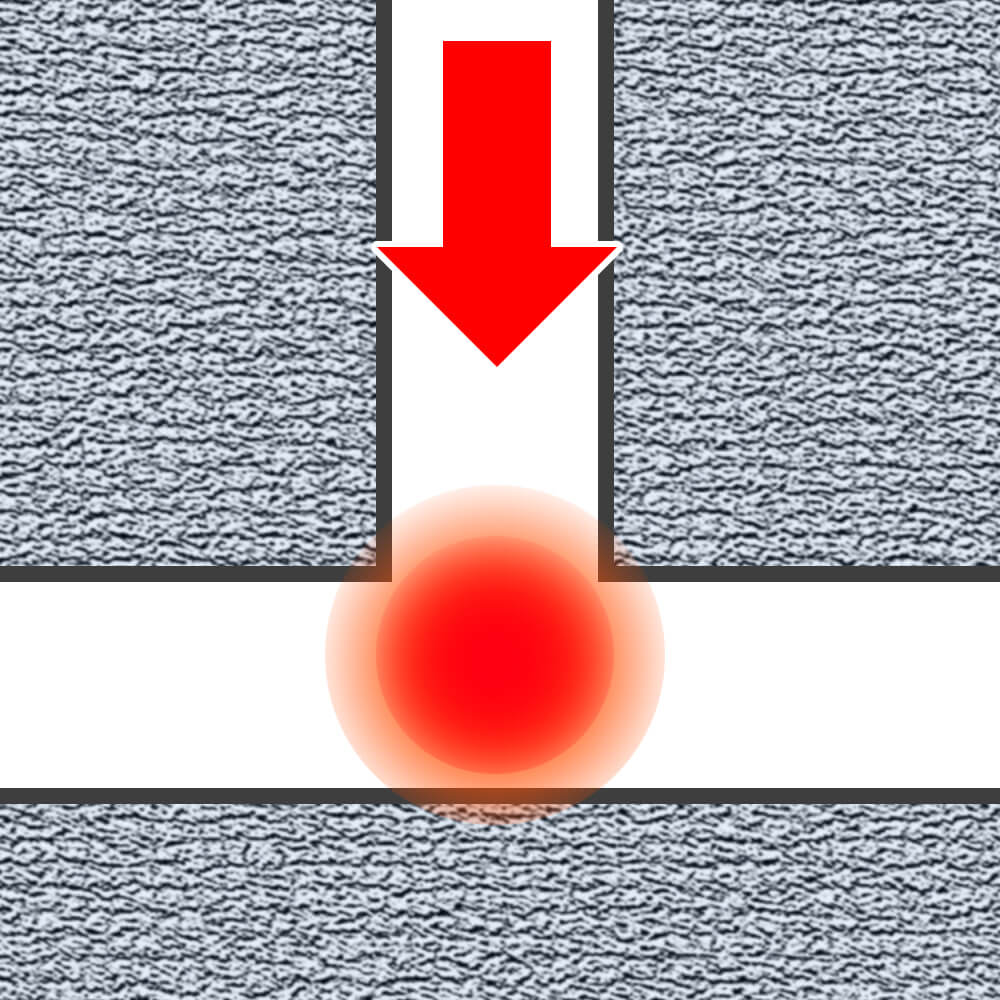
Hotspots at T-shaped cross section
A branch point of molten metal flow such as T-shaped and Y-shaped.
Make a dent on the place where flow melting metal hits in order to cool it down, otherwise, make a bulge to smooth the flow of melting metal up.


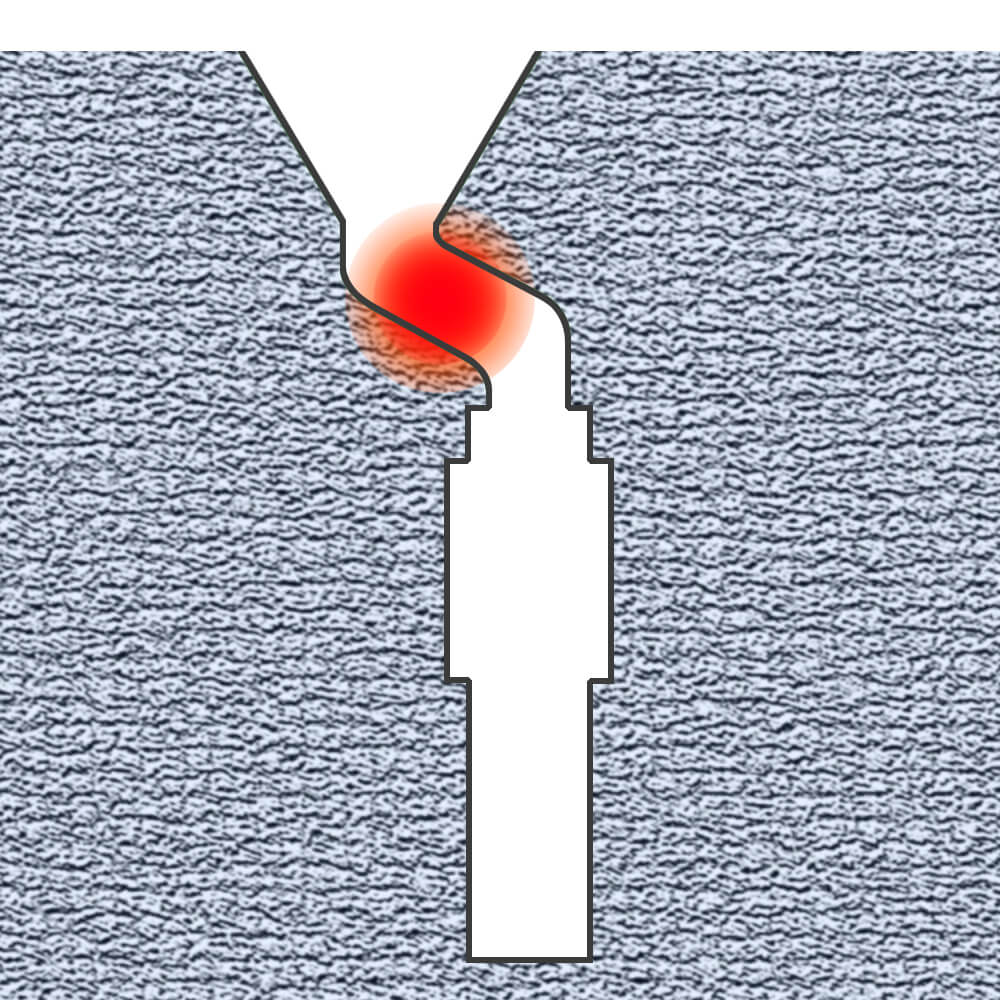
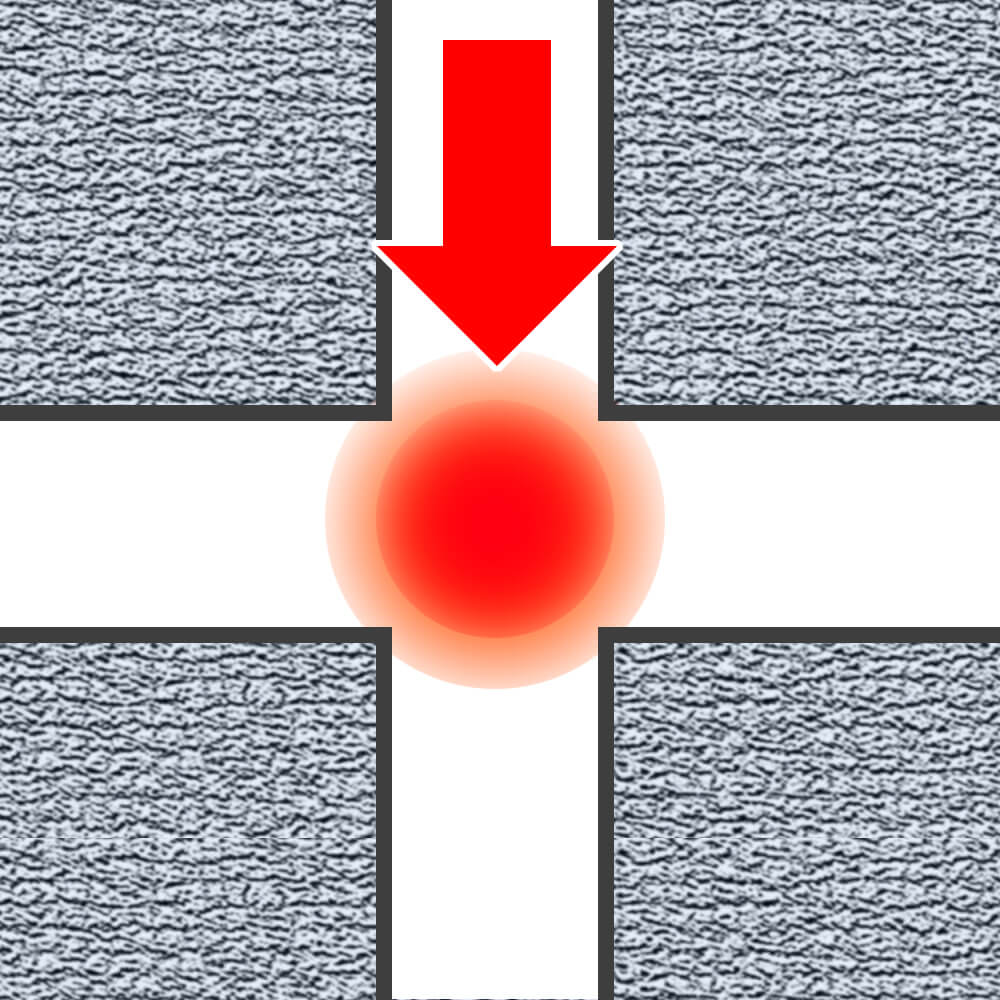
Hot Spots at X-shaped Cross Section
Thicken the cavity where the molten metal first flows.
Author : M.Yoshida