
★This column is a commentary on lost wax casting with a block molding method
This column has been presented by Yoshida Cast
Casting defects come in various forms, such as cracks in castings, surface roughness and porosity and so on.
Casting defects are classified into several types. And each of these has different causes.
In addition, since the casting process is diverse, the cause may not always be one, and most cases are complicated.
Typical failures are roughly classified into six categories.
Sixth, let's take a look at the causes and countermeasures for "dents on surface".
What is dents on casting surface
Dents on a casting surface is a phenomenon in which dents that do not exist on an original master or a wax pattern occur on the surface of castings.
There are various reasons such as "chipping" and "surface shrinkage". It is a problem that can be solved by understanding cause and taking countermeasures.
Why dents on casting surface take place? And what is countermeasure?
Dents in castings are caused by residual gas and shrinkage of casting metal after solidification. In some cases, it may occur due to partial chipping of inner surface of a casting mold.
Below are three main causes and their solutions.
CAUSE 1 / Residual gas due to insufficient permeability of investment powder
Especially in pressure casting, in case when gas remaining in a casting mold is not efficiently discharged to outside of a casting mold, the residual gas forms a dent on the surface of castings.
When casting molds are cast with vacuum suction casting or pressure casting, if mixing ratio of gypsum system investment powder and water is too low, or concentration of silica system investment powder and binder is too high, the gaps between particles of investment powder will become dense. In such cases, this problem would occurs when air permeability of a casting mold is obstructed.
The same thing happens with silica system investment powder if casting molds are heated at sintering temperature that is 900 – 950C (1650 – 1740F) for a long time. (5 hours or longer)
Of course, dents may occur due to gas inherent in casting metal or/and gas generated from a using crucible.
Please refer to the "Gas Porosity" section for how to remove the intrinsic gas in casting metal.
* Sintering temperature of silica investment powder (binder): Yoshida cast recommends 950°C (1470F) to ensure sufficient mold strength.

Proper permeability of powder particles

Impaired permeability
"escape path" for gas in a casting
mold becomes narrow and internal
gas remains
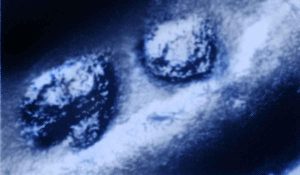
Cross-sectional image of a dents on surface by insufficient permeability
It often occurs on the surface of casting like pockmarks and the inside is rough.
This defect is mostly seen in platinum pressure casting. The cause is residual gas and the first suspected cause is dilution rate of binder used with silica system investment powder and water.
Simultaneously, mixing ratio between powder and binder aqueous solution would be desired to check, too.
If these are appropriately done, second suspected cause would be temperature at sintering process of casting mold if it has been exposed too much time.
In addition, when it is doubt if there is containing gas in casting metal, degassing agent maybe useful to be used.
CAUSE 2 / Partial chipping of investment powder
When casting metal is poured at casting, the projection-shaped investment powder or/and thin walls in a casting mold is broken or chipped due to the momentum of the poured melted metal. In this case, the chipped investment powder will remains in the casting or/and these remains on the surface layer. An artificial dent occurs will be seen on the surface of a casting.
In the case of chipping of the investment material, gas cavities generated from fragments of the investment material are often found around the foreign matter.
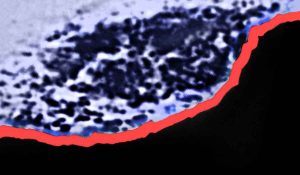
Cross-sectional image of Chipping of casting investment powder
Compared to other dents and porosities, it has an artificial dent shape.
In the first place, it should be checked whether enough strength of casting molds is maintained.
It is necessary to consider dents (protrusions of investment powder) such as an attaching part between a gate sprue and wax tree stem on a wax tree.
Space between each product in a wax tree should be simultaneously reviewed whether if the wall thickness has been sufficient.
The minimum required space between products is the wall of investment powder should be equal to or thicker than actual wall thickness of each product.

CAUSE 3 / Surface Shrinkage
Castings basically shrink.
Surface shrinkage is overall shrinkage of the surface of castings due to a thick shape with a larger volume comparing to the surface area.
It refers to the occurrence of large dents, especially in the center of the surface.
There are countermeasures against larger shrinkage such as changing for thickness, length and attaching positions of gate sprue to a casting or/and preparing a “melted metal basin".
However, as castings shrink when it solidifies basically, master model should be designed and made with prior consideration for shrinkage difference.
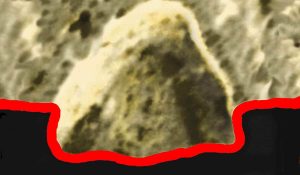
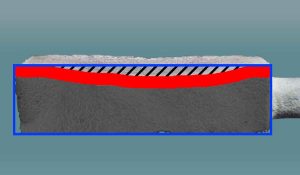
Cross-sectional image of surface shrinkage
More noticeable shrinkage is happened with thicker casting body.
When dimensional accuracy is required, it is necessary to create a master model in anticipation of size that will be reduced during cutting and polishing processes.

ポイント
Expected effects for a melted metal basin (reservoir) that are one is as a heater to delay solidification and the other is to supply some amount of melting metal that matches in volume for solidification shrinkage of the product part.
- As a measure to secure directive solidification, a melted metal basin (reservoir) that should be appropriate volume to delay solidification at thin and narrow parts should be mount.
In this case, a melted metal basin (reservoir) should be attached next to thin parts of a product. - Depending on attaching method, an amount of molten metal that matches the amount of shrinkage of the product parts may be supplied from this lump.
In this purpose, a melted metal basin should be mounted at gate area of a sprue.

Summary of Surface Shrinkage and Chipping
Countermeasures for dents on surface are summarized blow.
Check List
- Adjust particle concentration of investment powder to ensure permeability of casting molds.
- In silica system investment powder, check if sintering process for flask burn-out cycle is appropriate.
- Check if there are any dents on a wax tree.
- Check if enough strength of casting molds is maintained.
- Check if enough strength of casting molds is maintained.
- Prepare a master model in anticipation of cutting and polishing process.
There is not always one cause. Please review all the items again and see how they work.
When casting condition is desired to be changed, change it one by one.
If you change two conditions at one time, you will not be able to clearly find out an exact and direct cause for the casting error you have.
Author : M. Yoshida