
★This column is a commentary on lost wax casting with a block molding method
This column has been presented by Yoshida Cast
Desired shape of the wax tree (casting tree) differs depending on casting method. The desired shape of the wax tree (casting tree) differs depending on the casting method, that is, direction of force applied during casting and size of a casting product.
It is also desirable to change shape depending on difference in melting point or/and metal that releases more gas during solidification.
In this column, wax tree shape for PRESSURE casting is explained.
Because pressure in pressure casting is applied downward from pouring (inlet), molten metal flows both vertically and horizontally, allowing more flexibility in shape of wax tree compared to other casting methods.
[toc]
Ideal wax tree for pressure casting
Although there is some flexibility in shape of wax tree, the elongate shape makes it difficult to apply pressure in the horizontal direction, so castings (products) should be tilted slightly downward.
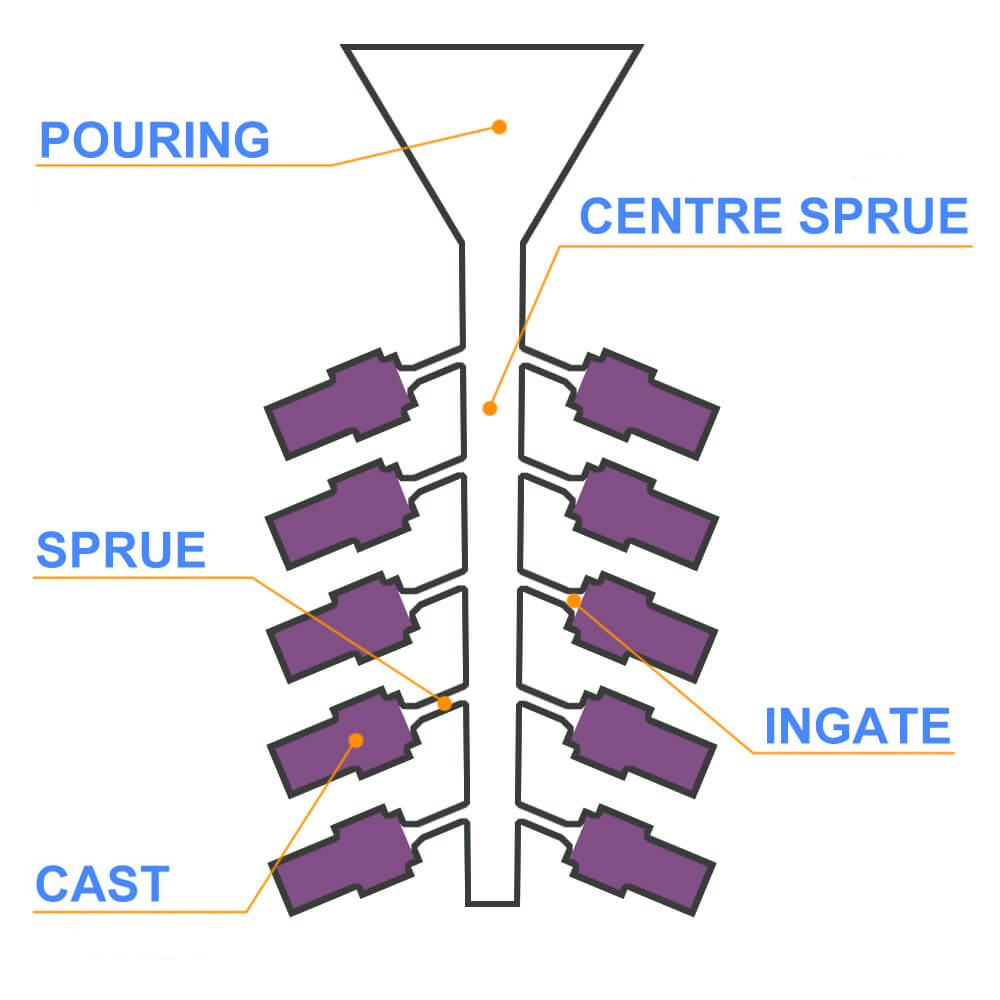
fig. 1
Wax tree when product size is larger than a casting mold (flask) radius
If dimensions of product is/are larger than a casting mold (flask) radius and it is difficult to design a wax tree with a center sprue, shape of wax tree should be as shown in the figure below.
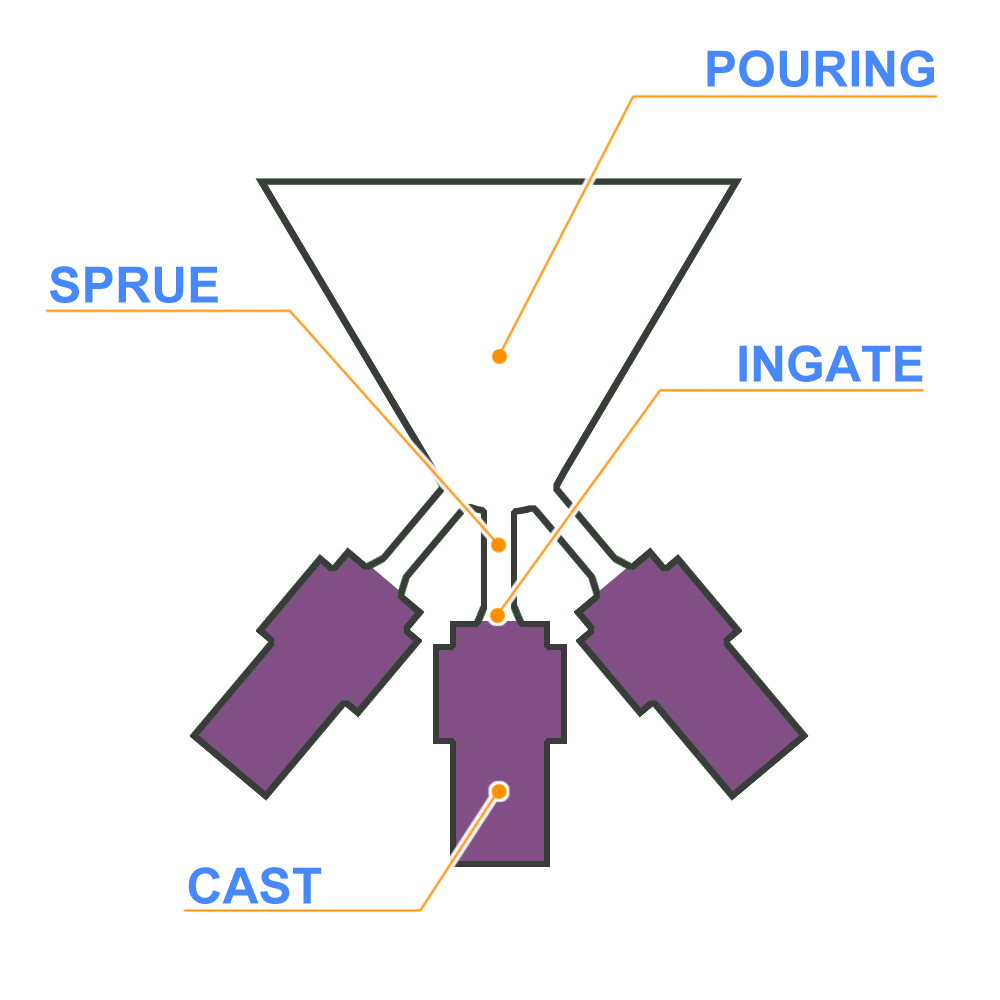 fig. 2
fig. 2
However, since time for metal filling-up to entire the wax tree is shorter than basic method as shown in figure 1, there is a risk of impurities such as slag and gas entrapment.
Wax tree for long product shape
Products with relatively simple shapes and whose length cannot be accommodated in the normal wax tree shape are installed as shown in the figure 3.
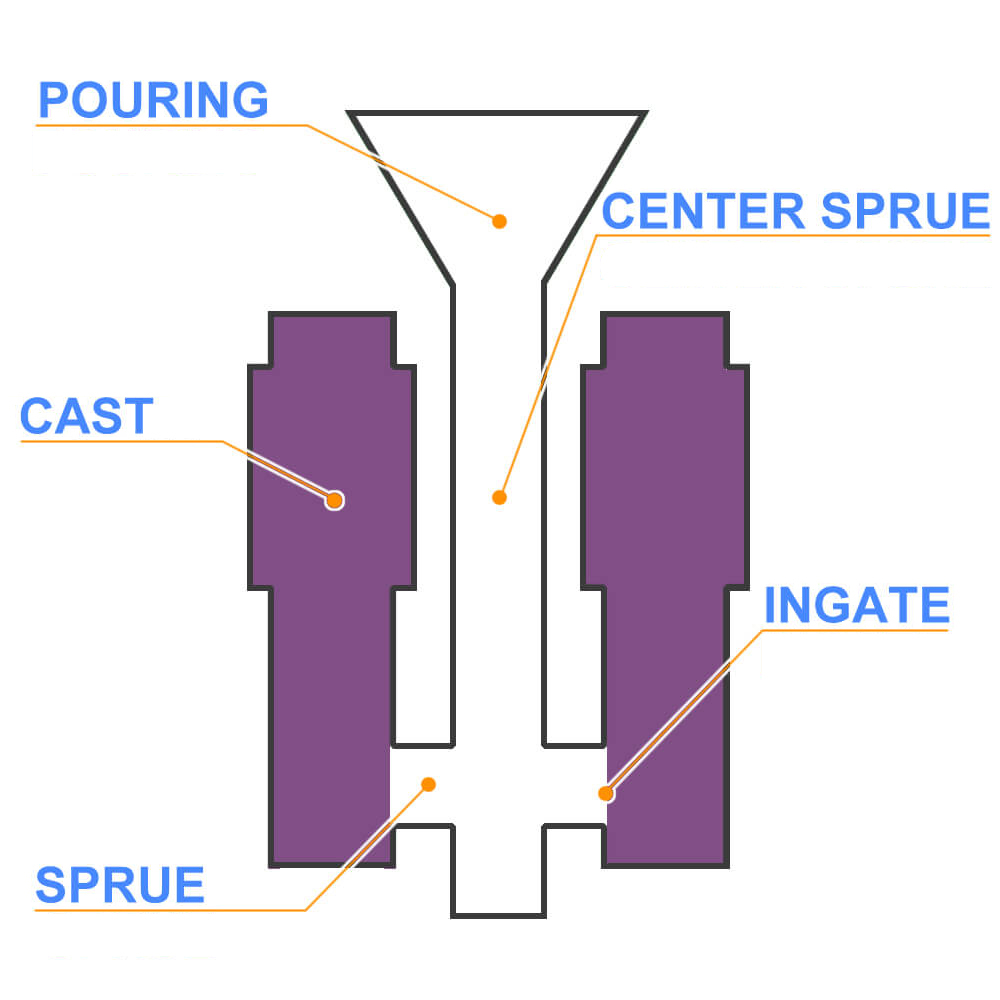
figure 3
It is also effective when casting metals that are accompanied by slag during melting.
However, extreme caution should be used with metals that solidify quickly, as there is a high possibility for misrun (miss filling).
Author : M. Yoshida