ガスベントの『ベント』は、液体や気体を抜いたり入れたりする穴や抜け口を意味します。
つまり、ガスベント又はベントスプルーとは、鋳型内に発生したガスを鋳型の外や中子の外に排出させるための通路のことを言い、鋳造欠陥の原因となるホットスポットやガスの対策の目的で取り付けられます。
条件に合わない取り付けを行うと効果が半減したり、引け鋳巣などの原因になり兼ねません。
今回は、エアー抜きのためのガスベントの適切な取り付け方をご紹介します。
[toc]
ガスベントを取り付ける理由
鋳造する際、溶湯は鋳型内にあるガスの排圧抵抗を受けますが、鋳型は微粒子の埋没材でできていて通気性があるので、ガスは鋳型を通って外に排出されます。
金属が溶解している間は、溶湯がこの排圧抵抗を押し切って、鋳型内の空洞に充填されます。
しかし、『鋳造圧力』『溶湯の粘性』『空洞の形状』『地金のガス保有量』などによりガスが排出しきれず残留すると、ガス鋳巣やへこみなどの鋳造欠陥となります。
この鋳造欠陥を防止するために必要なのがガスベントです。
ガスベントの太さと場所
ガスベントは取り付ける目的によって線の太さが異なります。
エアー抜き用に取り付ける場合は、基本1~1.4mmが目安です。但し、製品の体積などにより、目安より太くする場合もあります。
その他にホットスポットを防止するためにガスベントを取り付ける場合は、エアー抜きより太めの3~3.5mmが目安です。
| 目的別ガスベントの太さ | |
| エアー抜き用 | 1~1.4 mm |
| ホットスポット防止用 | 3~3.5 mm |
※この数値は、宝飾用リングの鋳造を想定した目安です。
ベントが細すぎると、取り付け付近に鋳巣が多く発生する場合があるので注意して下さい。
ガスベントを取り付ける位置は、鋳造方案・製品形状・地金の組成などにより異なります。
鋳造方案に合ったベントを取り付けないと効果が半減したり、鋳造能力を損ねたり、逆に局部冷却による引け鋳巣など原因となる場合があります。
ワックスツリーと製品部の2つに分けて解説していきます。
ワックスツリーに取り付けるガスベント
鋳造時、鋳型内のガスや地金から発生するガスは流れている溶湯の先端部に存在し、基本的にワックスツリーの先端部に溜まります。先端に到達した後、溶湯の一部は製品部に流入し、一部は入口方向に逆流します。
このため、逆流した溶湯の中にあるガスは湯口から2~3cm下の地点に溜まります(加圧鋳造の場合)。
このガスを抜くために、下図のように湯口から2~3cm下の場所にガスベントを取り付けます。このベントは鋳型の外にガスが排出されるように、湯口方面に向けて、湯口部を避けてゴム円錐台に直接取り付けます。
但し、凝固の遅い金属の場合には、鋳造圧力で鋳型の外に溶湯が飛び出す危険性もありますので、特に融点の低い金属については注意が必要です。
この他に、ワックスツリーの先端部に到達したガスを直接抜くために、図のようにベントを取り付ける場合もあります。
特に粘性があり内包ガスが大きな地金、例えばステンレス系の地金などの場合には効果的です。
また、鋳型内に残渣が残りやすい素材を鋳造する場合にも、通常より多くガスベントを付ける場合があります。
製品に取り付けるガスベント
製品部に取り付ける場合は鋳造方案による鋳造圧力の方向を考え、溶湯が流れる順番を想像しながら1~4の箇所を選定してガスベントを取り付けます。
- 溶湯が最後に到達する場所
- 流入方向の先端部
- 双方からの溶湯の流れがぶつかり合うところ
- 溶湯が最後に凝固する付近
ワックス型を取るときにエアーが抜けにくい箇所があれば、鋳造でも同じ現象が発生するので、ワックス型の状態を参考にするとよいでしょう。
体積の大きい立体的な製品のガスベント
体積の大きい立体的な製品の場合は、上記の他に『溶湯が空洞を満たす時間』『溶湯の流れの方向』『鋳型の通気性と温度』を考える必要があります。
円盤状の物体を例にとり、溶湯の流れとガスが溜まりやすい場所を見てみましょう。
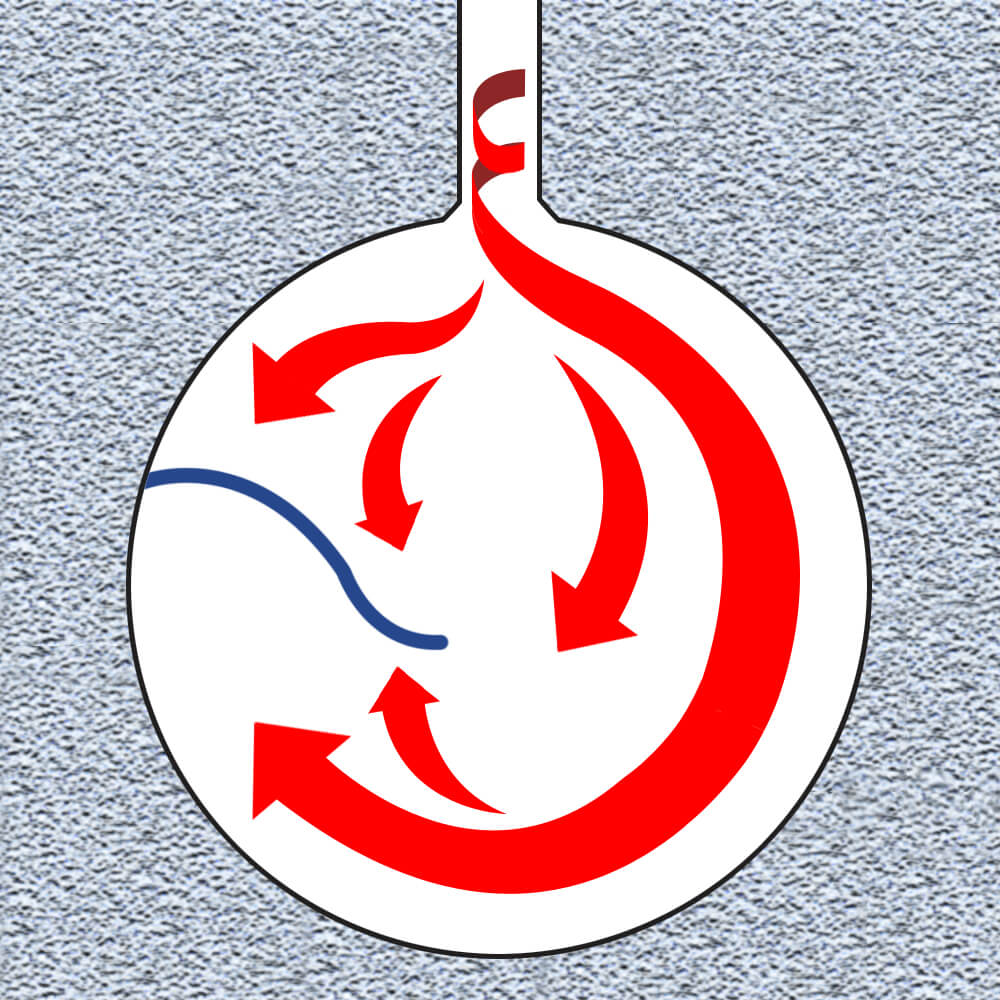
製品部に流れ込むときの溶湯は、ワックスツリーの形状により異なりますが、基本渦を巻いて流れます。左巻きか右巻きかによって、製品の右側又は左側のどちらかが優先的に充填されていきます。
溶湯の量と流れる速度は基本、製品外周部は大きく、製品中心部は外周部より弱くなります。加えて、溶湯の渦とは逆の方向へ流れる溶湯の量と流れる速度は低くなるため、図のような位置で双方の溶湯がぶつかり合います。(青色の線)
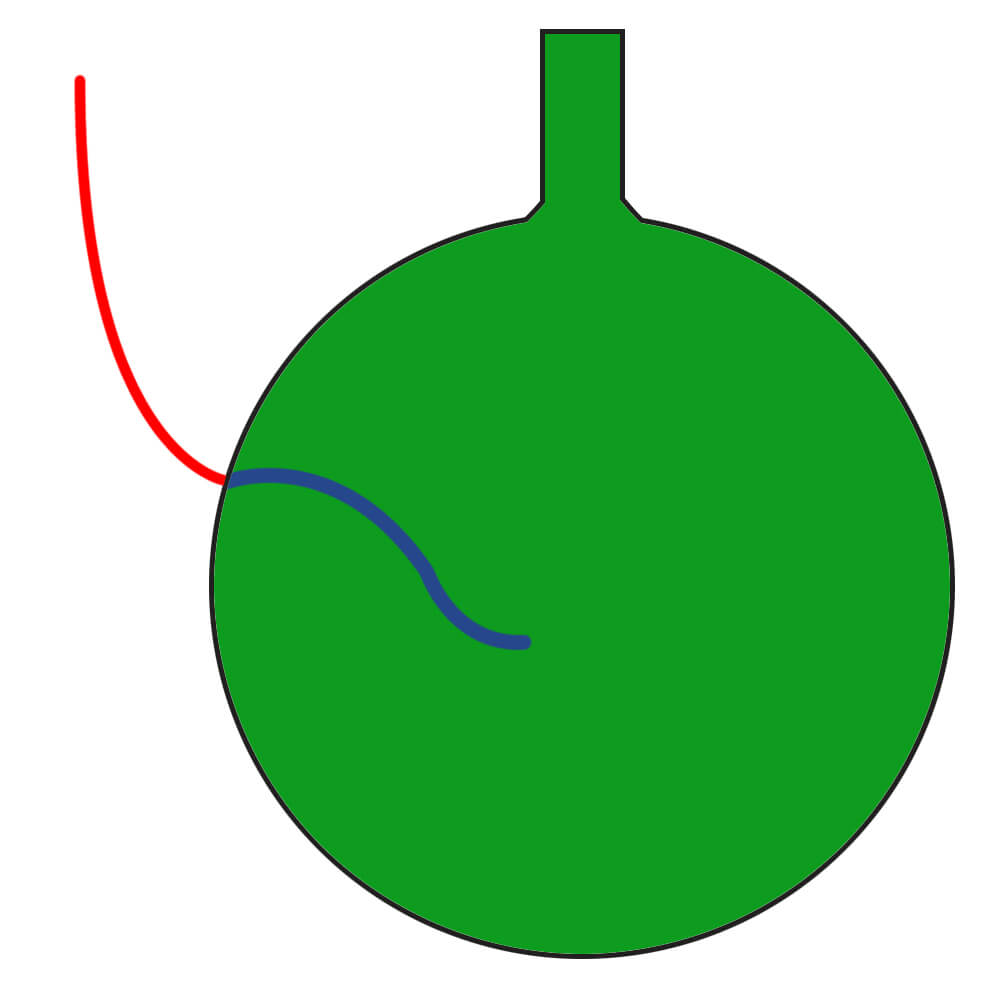
このような形状の製品は、湯道に角度を付けると溶湯の流入方向をコントロールでき、乱流を軽減することができます。
また、堰付近にホットスポットができるため、埋没材の焼き付きが発生することがありますが、これを嫌って温度を下げ過ぎると青線の付近で『湯境』が発生しやすくなります。
溶湯温度を比較的低温にして鋳込む場合には、この両流がぶつかる場所にガスが溜まり易いので、図のようにガスベントを取り付けます。
溶湯温度を比較的高めで鋳込む場合には、凝固時間が遅くなり、ガスが堰方面に押しやられる傾向にあります。
この場合には湯道付近にガスベントを取り付けます。
また、ガスベントが湯道に近くなると、湯道部の冷却速度が速くなり指向性凝固を阻害する場合があります。
製品部の肉厚によっては、ガスベントの取り付け位置と湯道の距離を調整したり、冷却速度を遅くするために湯道の太さを多少太くするなどバランスをとりながら調整する必要があります。