
ロストワックス鋳造(ブロックモールド法)による3Ⅾプリンターの出力モデルの鋳造は、既に一部の業界で製品の生産の一部となっています。しかし、金属の融点により鋳型の材料となる埋没材の種類が一般的な石膏系埋没材と異なり、プラチナ合金やステンレスなど、融点1300℃以上の金属のダイレクトキャスティングが困難な状況です。
『徹底比較/方式別3Ⅾプリンターモデルのダイレクトキャスティング(プラチナ編)』では、マシナブルワックス(彫刻用ワックス)の鋳型焼成カーブを基本とした鋳型焼成で実験を行い、各SLA方式、 DLP方式、そしてマルチジェット方式からのキャスタブルレジン及びワックスモデルによるプラチナ鋳造の結果を比較しました。
このコラムでは、DLP方式によるキャスタブルレジン『アンブローズ・アンド・カンパニー社製/DLP専用汎用型キャスタブルレジン(JC-01R)』で、鋳型焼成カーブの一部を変えて実験を行った結果を報告します。
[toc]
変更した鋳型焼成条件
前回の実験結果では、キャスタブルレジンの温度膨張による鋳型の割れは発生しなかったものの、マルチジェット方式によるワックスモデルを除いて、鋳型内に残留する残渣によるガスが原因と思われる鋳肌の荒れやガス鋳巣が発生していました。
残渣を少なくする方法は、温度を上げれば良くなると予測したものの、鋳造工場で既に導入されている一般的な焼成炉と同等の炉で実験を行わなければならないため、最高温度到達までの、特に鋳型焼成の最終段階での鋳型温度の条件を変えて実験しました。
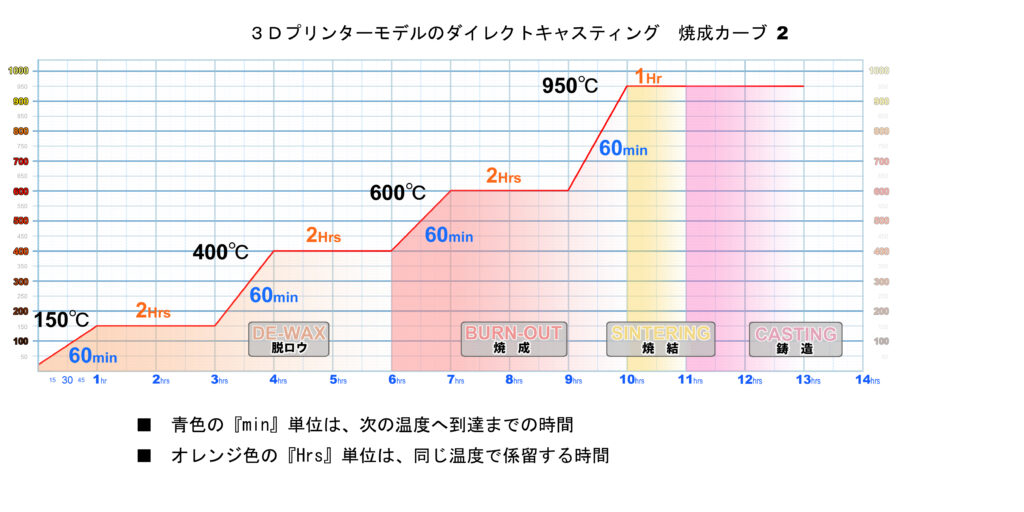
実は、図の焼成カーブ以外にも、様々な条件で鋳造を行いましたが、今回の実験では掲載の条件での鋳造結果が通常のインジェクションワックスでの結果に一番近くなりました。
鋳造結果




今回の鋳造物の中には、石座付近の鋳肌に粗さはあっても、前回の結果と比べると各段に良くなっています。
前述の通り、今回のキャスタブルレジンは、アンブローズ・アンド・カンパニー社製/DLP専用汎用型キャスタブルレジン(JC-01R)を使用したため、残念ながら、その他のキャスタブルレジンにおいて同じ結果が得られるかどうかは不明です。
日ごろの業務の中で、実験を行う時間を見つけるのが大変なのですが、今後も、このJC-01Rの焼成カーブでの再現性の確認や、さらに良い結果が得られるよう、実験をしていく予定です。
また、その他のキャスタブルレジンに付いても鋳造実験を行い、結果を公開する予定です。