
湯道を取り付ける上で、溶湯の流れ方を考慮することはとても重要です。
鋳造時の溶湯の流れ方や金属の凝固時間、溶湯の粘性や表面張力などの特性を充分に理解し、その対策を講じることで鋳造欠陥を少なくすることができます。
今回は、巻き込み鋳巣の原因のひとつとなる『溶湯の乱流』の防ぎ方を図で解説します。
このコラムのTOPICS
溶湯の乱流
センタースプルーで発生する乱流
L字形状による乱流
T字形状による乱流
凹字形状による乱流
溶湯の乱流
別記事の【初級編】溶湯の流れ方│鋳造の基礎知識で考察しましたが、実際に鋳造する際には金属の特性以外に、溶湯の乱流を考慮する必要があります。
互いに異なる角度を持った面と面の合わせ目や、角をもった面や線、線と線が交差・分岐する場所、広い場所から狭い場所の通過点又は、狭い場所から広い場所などには必ず溶湯の乱流が発生します。
溶湯の乱流は鋳造欠陥の原因となりますので、製品の設計段階で乱流を防止する湯道の検討が必要です。
溶湯の乱流はホットスポットと密接に関係しているため、防止するための湯道方案が似ていますが、今回は乱流を念頭に置いた解説を行います。
ホットスポットの抑制については、別記事【鋳肌の荒れ・鋳巣】ホットスポットの対策|鋳造で大事な湯道方案で詳しく解説しています。
センタースプルーで発生する乱流
湯口で受けた溶湯は、鋳型の大きさや鋳造方案により程度は異なりますが、ほとんどの場合渦を巻きながらセンタースプルーに流れ込みます。
ここで紹介する防止策は、砂型鋳造などで行われる重力鋳造で用いられる方法です。ブロックモールド法は鋳型の大きさなどの制約を受けますが、基本的な考え方を紹介します。

直接注湯による乱流の発生

湯だまり法による乱流の防止
※図中の×で印された場所に乱流が発生します。
L字形状による乱流
溶湯が角を通過する際に、角部に乱流が発生します。なるべく角を丸くすること(フィレットの設置)が望まれます。
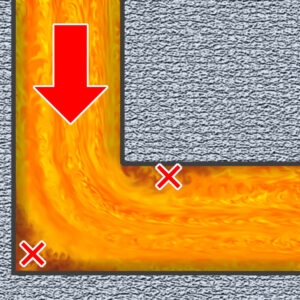
L字形状による乱流
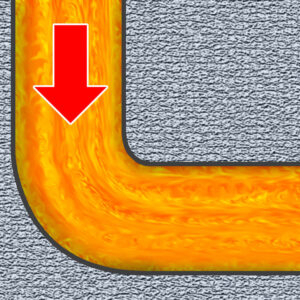
L字形状の乱流防止策
※図中の×で印された場所に乱流が発生します。
T字形状による乱流
T字やY字などの空洞で発生する乱流とその防止方法です。
デザインや寸法精度などにより以下の方法は取れない場合もありますが、可能な限り乱流を防止する設計が必要です。

T字形状による乱流

T字形状の乱流防止策
※図中の×で印された場所に乱流が発生します。
凹字形状による乱流
溶湯が薄い(細い)場所を通過する際にも乱流が発生します。
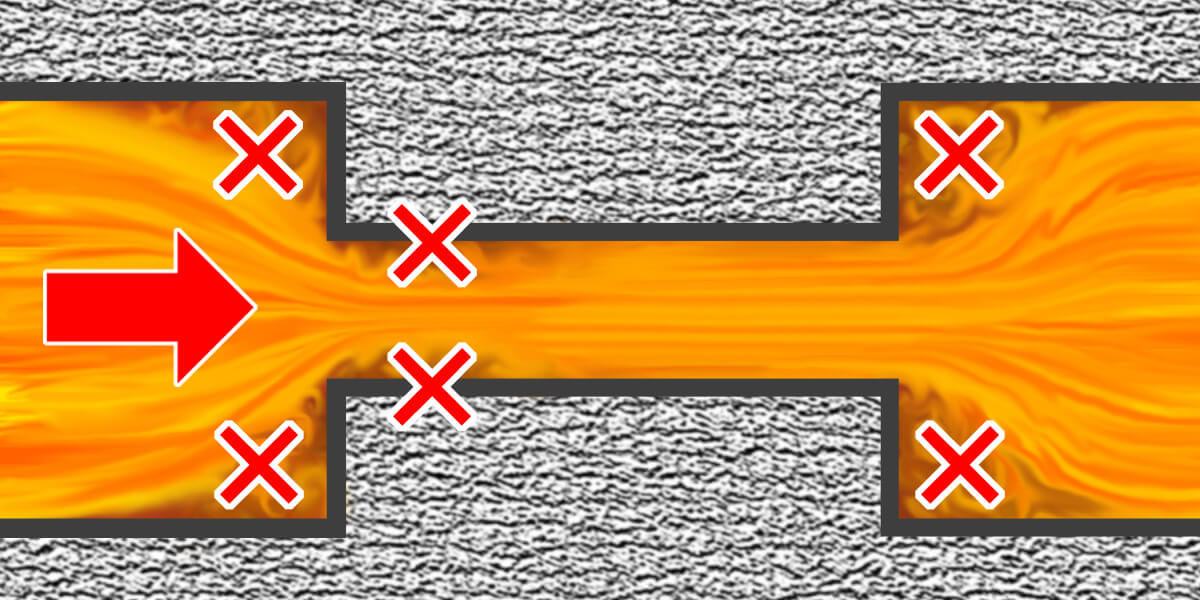
凹字形状による乱流
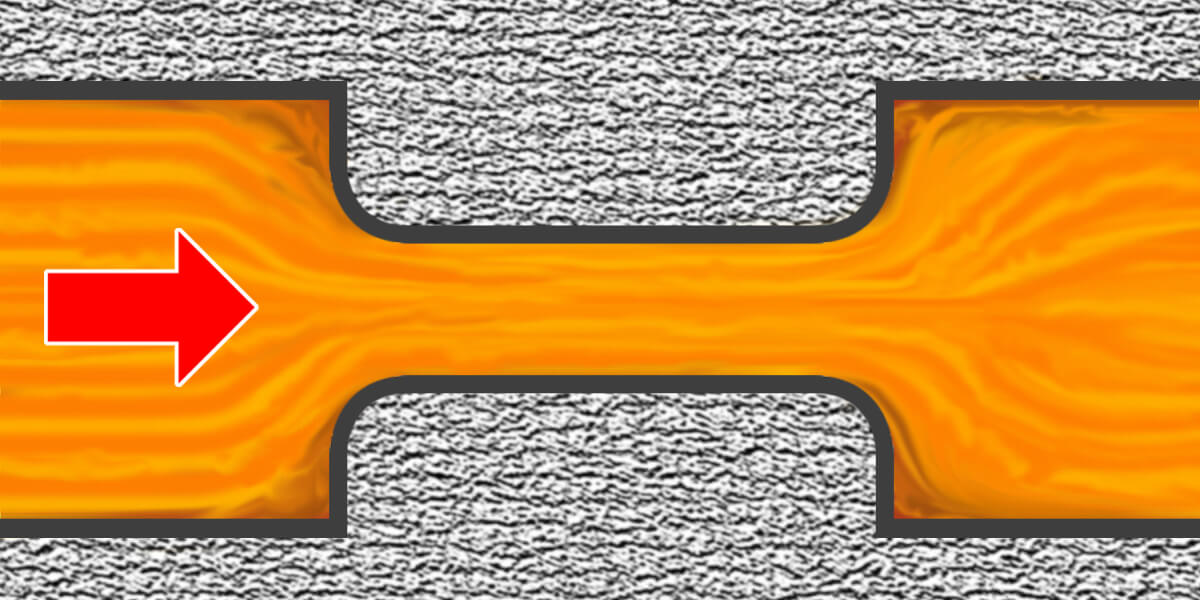
凹字形状の乱流防止策
※図中の×で印された場所に乱流が発生します。