
★This column is a commentary on lost wax casting with a block molding method
This column has been presented by Yoshida Cast
Desired shape of the wax tree (casting tree) differs depending on casting method. The desired shape of the wax tree (casting tree) differs depending on the casting method, that is, direction of force applied during casting and size of a casting product.
It is also desirable to change shape depending on difference in melting point or/and metal that releases more gas during solidification.
In this column, wax tree shape for VACUUM SUCTION CASTING is explained.
[toc]
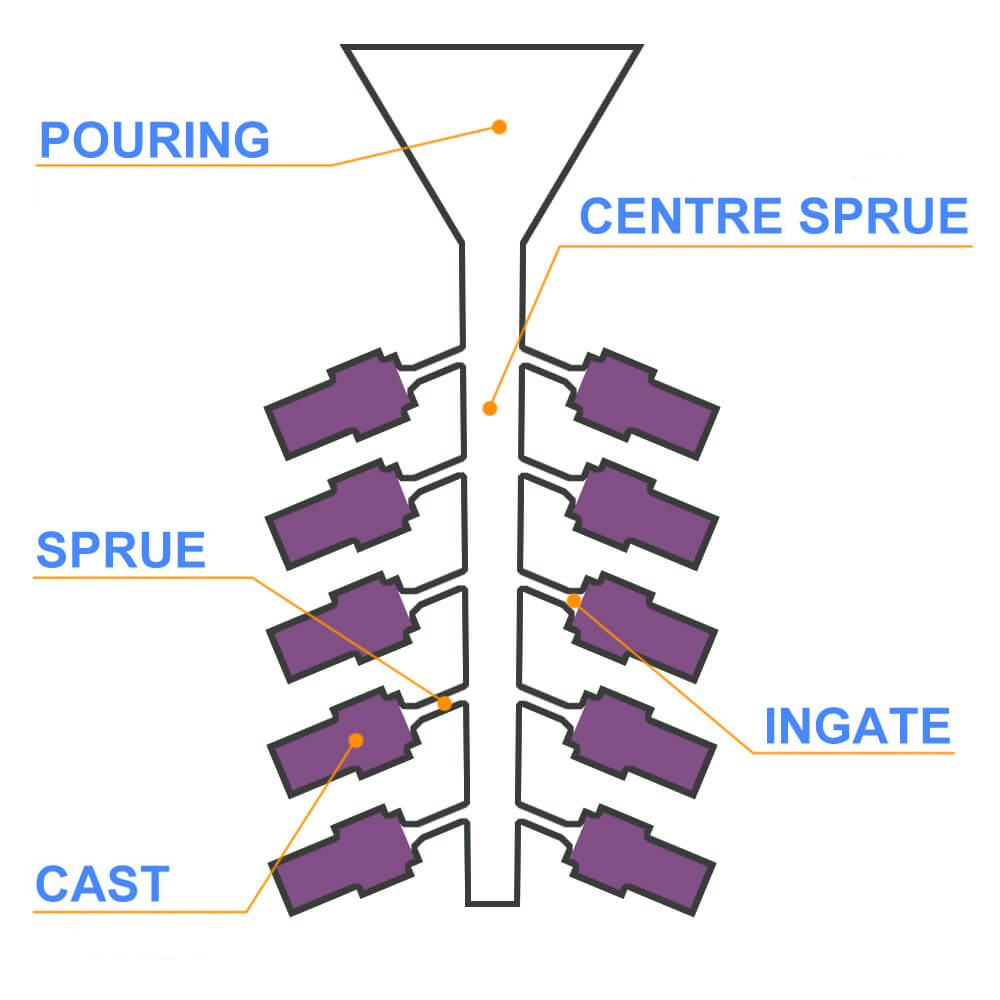
From a logical point of view, since suction force of vacuum suction casting is applied from the top to bottom, casting products should be mounted perpendicular to a casting mold.
Single direction vacuum suction casting / used with standard stainless-steel flasks
In the case of single direction vacuum suction casting, casts (products) should be mounted vertically.
In this case, molten metal flows directly into the center sprue or/and products, and the bottom of casting mold (flask) is subject to an inflow impact.
If the bottom of a casting mold (flask) is thin, it may break due to suction force.
Ideal wax tree for single-direction suction casting
The figure below shows the preferred wax tree shape for single direction suction casting
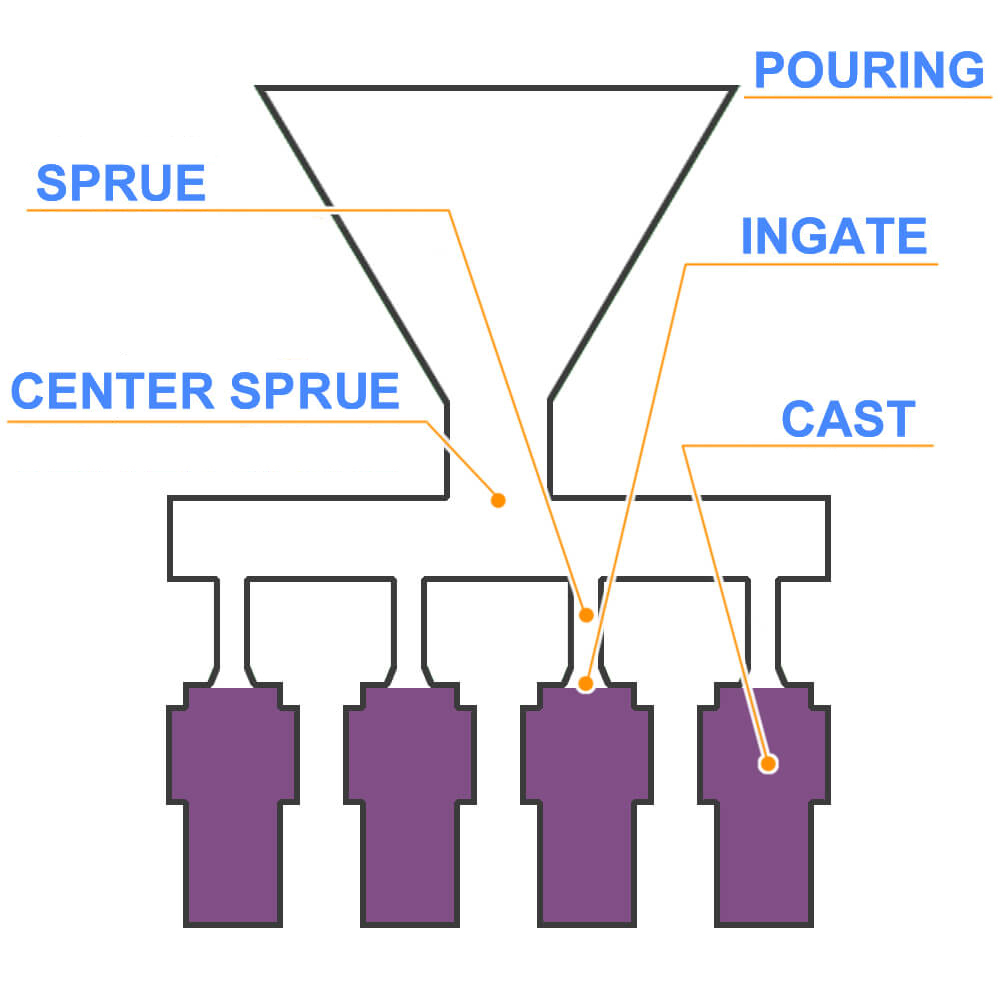
This shape allows more time for molten metal to reach the product section, so there is less slag and other impurities and gas entrainment.
On the other hand, depending on casting capacity of a casting machine to be used, it is necessary to take measures such as raising casting temperature to prevent casting defects from occurring.
A wax tree when casting products are Large (1)
When longitudinal dimension of casting product is long, it may not be able to be accommodated in a casting mold.
In this case, wax tree shape should be as shown in figure below.
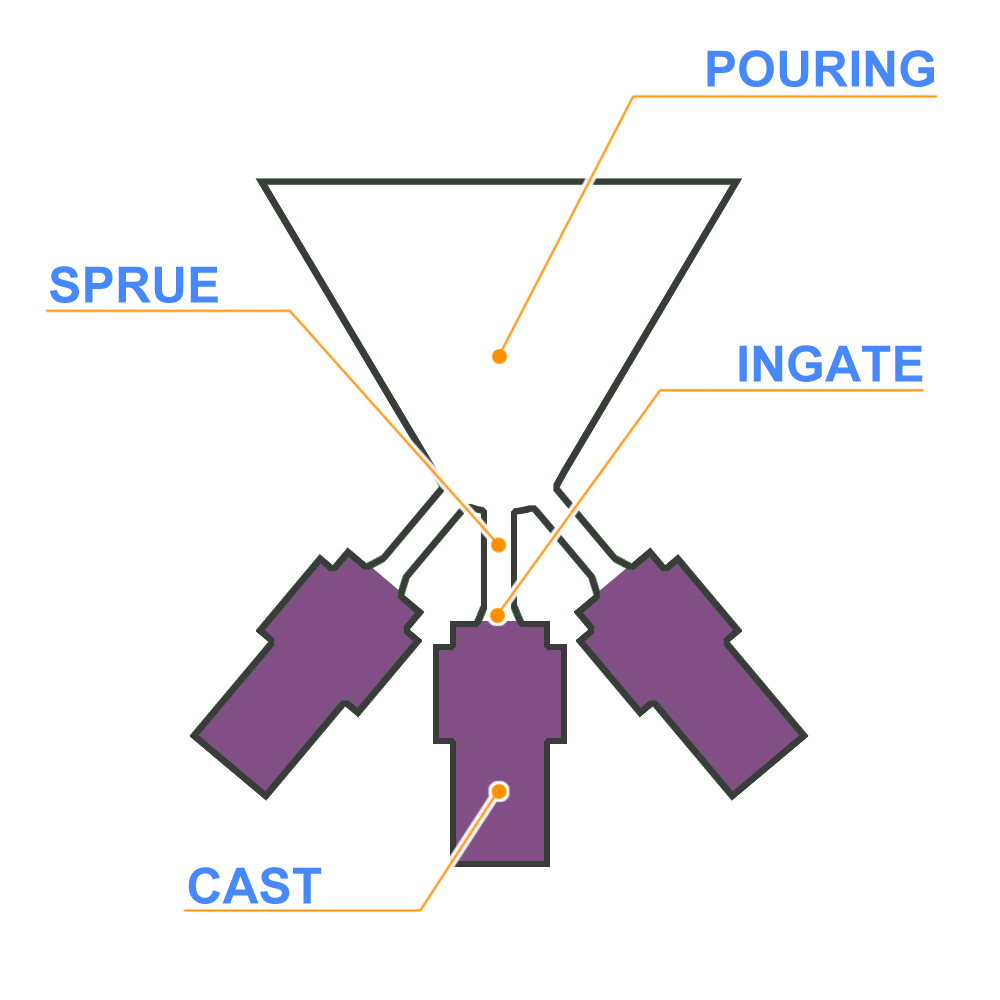
This shape is also effective for delicate products such as filigrees. However, since casting time is shorter than figure 1, there is a risk of impurities and gas entrapment.
As it is explained in other article, "Basic Knowledge for Jewelry Casting / 3 Principles or Wax Tree Setting", the area around the tip of a wax tree is a hotspot, so in the cast of the figure 2, if casting temperature is increased, casting surface of the products may become rough due to heat.
NOTE : it can be installed in the same way with pressure casting and multi-directional vacuum suction casting.
A wax tree when casting products are large (2)
If a product itself is approximately the same size as the casting mold or the length of the product is longer than the casting mold radius, a method of attaching a gate sprue directly from a pouring (inlet) to a product section is also available.
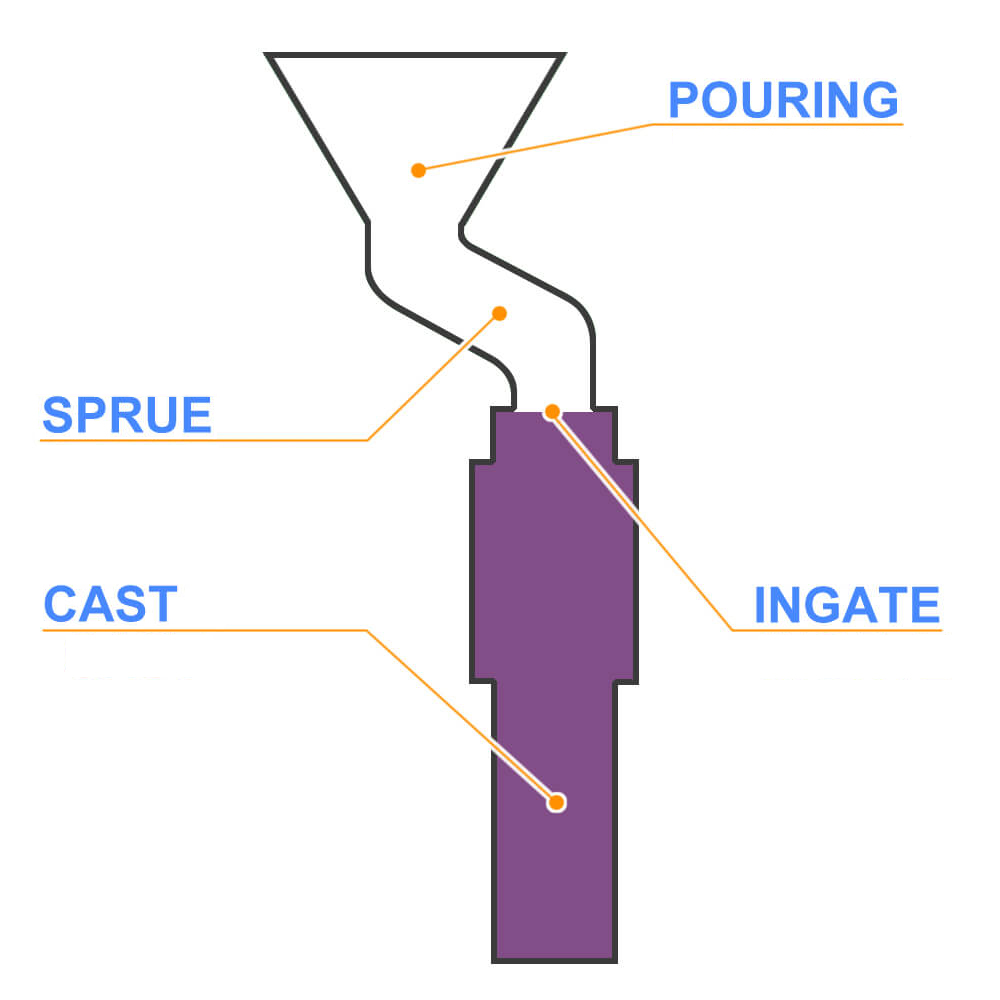
When installing a product directly under a pouring, a hotspot is likely to occur at the place where molten metal tipped first hits, so the main sprue should be bent in a crank shape to install long or large products.
For metals that generate slag during melting or take a long time to solidify, installing a "reservoir" in the "crank" shape can suppress turbulent flow of melted metal during casting.

Multi-direction vacuum suction casting / used with vacuum suction flasks
Suction power is sucked not only from the bottom but also from the holes made around the flask.
Therefore, it is the same shape as pressure casting.
Author : M. Yoshida