




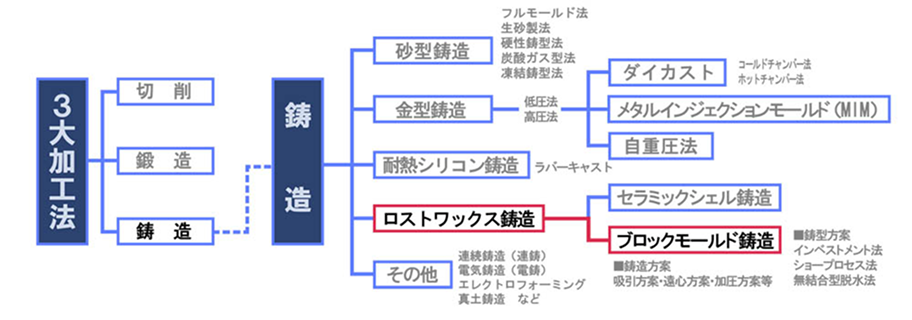
ブロックモールド鋳造でしか
実現できない加工があります。
お客様との対話を重視し、ご要望を丁寧にヒアリング。
豊富な経験と知識を持つエンジニアが、スタンダード機からフルカスタマイズ機まで、最適な鋳造設備をご提案・開発します。
単に機械を販売するだけでなく、技術指導を含めた充実のユーザーサポートが私たちの強みです。
お客様の目標達成に不可欠なパートナーとして、常に期待を超える新しい価値の創造に挑戦し続けます。
お客様だけの特別な一台を、私たちと一緒に創りませんか。


市場に出回っていない、お客様の求める生産設備を
開発・提供します。
当社は、1960年創業の日本最古のロストワックス鋳造機メーカーです。
鋳造や金属溶解に関わる各種消耗品・設備の開発・販売も行っています。
金属溶解や鋳造について気軽に相談できる場所が少ない業界でもありますので、
単なる鋳造機メーカーではなく、技術指導を含めたユーザーサポートを
充実させております。















NEWS
お知らせ
KOROMO STUDIO 新プロジェクト「CHUZON」公開のお知らせ
吉田キャスト工業の新規事業として、KOROMO STUDIOによるプロジェクトサイト「CHUZON(ちゅぞん)」を公開しました。
既存の「鋳造マッチングサイト」を継承し、企業やブランドの想いを、鋳造技術とつなぐ新たなものづくりプラットフォームとして展開してまいります。
https://chuzon.koromo-studio.com/
ホームページをリニューアルいたしました!
このたび、当社ホームページをリニューアルいたしました。
より見やすく、分かりやすい構成へと改善し、内容の充実を図りました。
今後もより有益な情報をお届けできるよう努めてまいります。
引き続きご愛顧賜りますよう、よろしくお願い申し上げます。