
鋳造欠陥とは、鋳造工程において起きる鋳造(鋳物)の不具合のことを指します。鋳物の割れや表面の荒れ、内部に空洞ができる鋳巣、銀の火ムラに代表される偏析など、不良現象は様々です。鋳造欠陥はいくつかの種類に分類され、それぞれ異なった原因を持っています。また、鋳造工程はいくつかの鋳造前工程があり、その前工程での不備でも鋳造欠陥に繋がるため、鋳造欠陥の原因は1つとは限らない複雑なケースがあり実際には複合的な原因が少なくありません。
代表的な不具合は、大きく6個のカテゴリーに分類されます。今回は「鋳巣」の原因と対策から見ていきます。
このコラムのTOPICS
鋳巣(す)とは
鋳巣はなぜ発生するのか、その対策
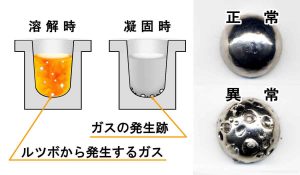
原因1 ガス鋳巣
原因2 ルツボから発生するガス鋳巣
原因3 巻き込み鋳巣
原因4 ゴマ鋳巣(デンドライト)
原因5 収縮鋳巣
鋳巣の対策まとめ
鋳巣(す)とは
鋳巣(す)とは鋳造物の内部に空洞が発生する現象で、その空洞が表層に現る代表的な鋳造欠陥のひとつです。
※元来の漢字は『巣(す)』。ここでは、動物の巣と分別するために表記では『鋳巣(す・ちゅうす)』とします。
鋳巣はなぜ発生するのか、その対策
鋳巣の原因はさまざまで、溶湯温度の高すぎ、低すぎ、ガスなどによって発生する場合があります。その際、湯道の取り付け方や鋳造条件、特に温度を見直す必要があります。
ところで、基本的なことですが、同じ地金を3回以上使いまわしていませんか? 一度鋳造した金属は、熱によりその組成が変わる場合が多くあります。なかには再利用をお勧めしない金属もあります。もちろん微量元素の添加や新材の投入で再使用できる合金もあります。建築用の鋼材などの一部では、製品製造の際にリターン材を入れないと期待される金属組成や特性が得られない場合もあると聞きます。
ヴァージンメタルとリターン材配合は、一度の溶解量を10として、Virgin 2/3:Recycle 1/3です。貴金属の場合では、地金が高価であるため1/2:1/2が実際的な比率になるでしょう。最大の譲歩でも1/3:2/3です。一部新材を投入した再生地金であっても、一度鋳造した地金を3回以上使い廻すのは、あまりお勧めできません。一方では、脅かすわけではありませんが、新しい地金でも場合によっては、合金強度やコストを優先させた合金自体の特性で鋳巣が発生しやすいこともあります。貴金属の場合ではJIS規格などの工業規格はありません。購入する地金で保証されているのは『純度』だけです。鋳造性をうたっている合金以外は、鋳造性について何も保証がありません。
専門的になりますが、可能であればその合金の状態図で固相線や液相線を確認する必要もあります。
※ヴァージンメタル:精錬された金属を指します。
[/pc]
原因1 ガス鋳巣
地金が内包する過多の気体や、鋳造時に気体と溶湯の置換が円滑に行われないために、気体が鋳造物の内部に残留することで鋳巣が発生します。
単体で発生する場合と多孔質鋳巣として発生する場合があります。この多孔質鋳巣のガス鋳巣をブローホールと呼んでいます。しかし、ガス巣の原因は地金だけでなく鋳型の作り方や焼成、湯道の付け方などに起因している場合も少なくありません。
鋳造前の地金のガス抜きや溶解中に強制的にガス抜きを行います。溶解方法でも改善できる場合もあります。地金の脱ガス方法として、一度地金を溶解し、アケ型などに注ぎ入れ棒状のインゴットを作り、これをハンマーやローラーでつぶします。これによりガスの含有量を低減することができます。
また、地金の溶解時に各金属に合わせた脱酸材を溶湯に投入する方法もあります。脱酸材の種類によっては、入れすぎると溶解時の地金の流動性が変わったり、凝固後の靭性に影響を及ぼし脆性が高くなる場合があるので、心配な場合には母合金を作っておくのも一つの手段です。
ステンレスなどに代表されるガスを多く含む金属の鋳造は、湯道の取り付け場所や太さ、ワックスツリーの形状など見直し溶湯とガスの置換を改善したり、溶湯が層流に近くなるように工夫します。ワックスツリーや製品部に脱ガス用のベントを設けて対応しなければならない場合もあります。また、脱酸材を利用して溶解時にガスを強制的に追い出す対策も必要な場合があります。
鋳型の焼成カーブなども確認し、鋳型内に残渣がないことを確認します。鋳型の通気性に起因する場合もあるので、埋没材の種類にもよりますが、水やバインダーと埋没材の混水比や焼成温度勾配も確認しましょう。

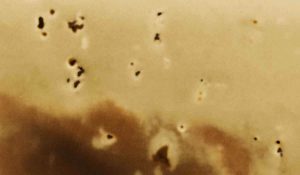
一般的なガス鋳巣(ブローホール)(Pt)
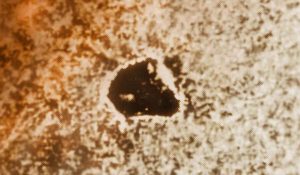
一般的なガス鋳巣(Au)
大量のガスが抜け出した跡
ガスの断面イメージ
金属の種類などの条件やガスの量で見え方は異なりますが、一般的には鋳巣の内部が鏡面に近い状態になります。
内部を覗くと光に反射する場合が多くみられます。
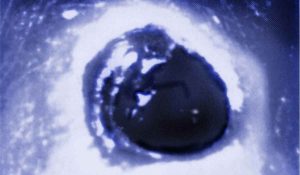
原因2 ルツボから発生するガス鋳巣
ガス鋳巣は、鋳型内に残留するガスから地金に含まれるもの、あるいは材質によってルツボから発生するものもあります。
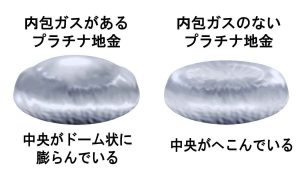
プラチナの場合、ルツボの中で再溶解することで脱ガスができる場合があります。鋳造機で溶解したプラチナをルツボ内で凝固させ、中央に膨らみがある地金にはガスが内在しているので、鋳造前に地金(Pt)を一度溶解してガスの含有がないかを調べることを強く推奨します。
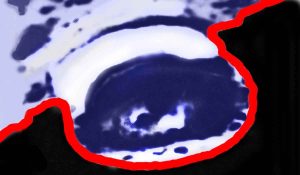
原因3 巻き込み鋳巣
ガス鋳巣の一種で、鋳造時に発生する乱流により鋳型内に内在するガスと流し込む溶湯の置換が阻害され、溶湯の渦に気体が巻き込まれるように残留して発生します。
主に遠心鋳造で多くみられる鋳巣で、指輪であれば右図のように指輪の肩から腕にかけて縦方向に連続して発生する特徴があります。
遠心鋳造の場合、鋳込み能力が高い反面注湯の際に湯の流れが乱流傾向にあり層流にならないため、遠心鋳造機の回転数を調整するか、湯道の取り付け箇所を変更してください。

原因4 ゴマ鋳巣(デンドライト)
溶湯温度の不足で、溶湯が凝固する際に発生するデンドライトの状態で凝固が完了して発生する鋳巣のことです。鋳造物の表層全体に発生しますが、内部でどの程度の空洞になっているか分からないので、鋳巣の修正が困難な場合も多くあります。
鋳型の鋳造温度か地金の鋳造温度を高くします。ゴマ鋳巣が発生している状態により限定的な温度が変わりますが、50℃単位で試すことを推奨します。見え方によりガス鋳巣と見間違える場合があります。対処方法が変わるのでよく観察してガス鋳巣なのかゴマ鋳巣なのかを判断して下さい。
一般的なゴマ鋳巣
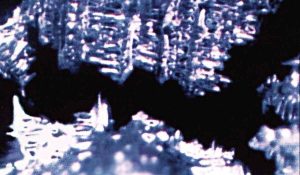
デンドライトの拡大写真
ゴマ鋳巣の断面イメージ
原因5 収縮鋳巣
鋳造物が凝固する際に指向性凝固が確保できず、金属の凝固収縮に見合う溶湯の供給が阻害され発生します。
一般的には鋳造品の肉厚な部分で発生します。高融点金属や収縮の激しい金属で収縮鋳巣のリスクが高く、例えば宝飾品でプラチナ合金では白金族の中でも収縮の大きなルテニウム割のプラチナで顕著に発生します。これは、加圧鋳造に多く見られる鋳巣です。
また、溶湯の交わる交差点(T字やX字など)の中央や角部で発生する『ホットスポット』で凝固の遅れが発生し収縮鋳巣の原因となります。砂型鋳造では、鋳造前の鋳型に鋳造地金と同じくさび状の金属を仕込み、ホットスポット部の溶湯の冷却を促進させる場合もあります。これを『冷まし金』と呼んでいます。
(ホットスポットについて詳しく見る→)
(ホットスポットについてメカニズムを理解する→)
鋳造物内の内引けの原因の一つとして、凝固時の偏析により収縮鋳巣が発生する場合があります。合金の組成により対策は多少異なりますが、凝固時の冷却時間などによっても発生のリスクが変わります。
いずれにせよ、指向性凝固を念頭に湯道の取り付け方や太さなど堰の状態を確認することが必要です。場合により、『湯だまり』を設け、金属の収縮を補う溶湯の供給を図ってください。

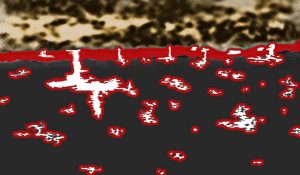
面引けと共に発生した収縮鋳巣

リングに発生した収縮鋳巣
収縮鋳巣の断面イメージ
指向性凝固が確保されていない場所や、鋳造温度が高すぎて溶湯の膨張が過多になっている場合などに発生する鋳巣です。膨張が大きい金属の種類でも収縮鋳巣が発生しやすくなります。
合金により見え方が異なりますが、ゴマ鋳巣のように鋳物全体に発生せず、一部のヘコミと共に現れたり、鋳物の一部にほこらのように発生する場合があります。
鋳巣の対策まとめ
原因と対策を紹介してきましたが、鋳巣が起こった時の対処法をまとめていきます。
チェックリスト
- 焼成温度勾配を確認する
- 地金にガスの含有がないか確認する
- 遠心鋳造機の回転数を調整する
- 鋳造温度を50℃単位で試す
- 湯道の取り付け方や太さを調整して金属の収縮を補う溶湯の供給をする
原因はひとつとは限りません。すべての項目をもう一度見直して様子をみてください。