
銀とパラジウムの組み合わせは、歯科技工の入れ歯やクラウンなどの補綴物の素材として、銀の黒化防止用の銀合金として使われています。
このコラムでは、銀-パラジウムの合金について解説します。
銀の黒化防止としてのパラジウム
銀製品を大気中に置くと、大気中の硫酸ガスや硫黄分により硫化します。銀合金中に1%以下(重量比)のインジウムを入れると銀の硫化を軽減できますが、硫化までの時間を遅らせることはできても、防止はできません。
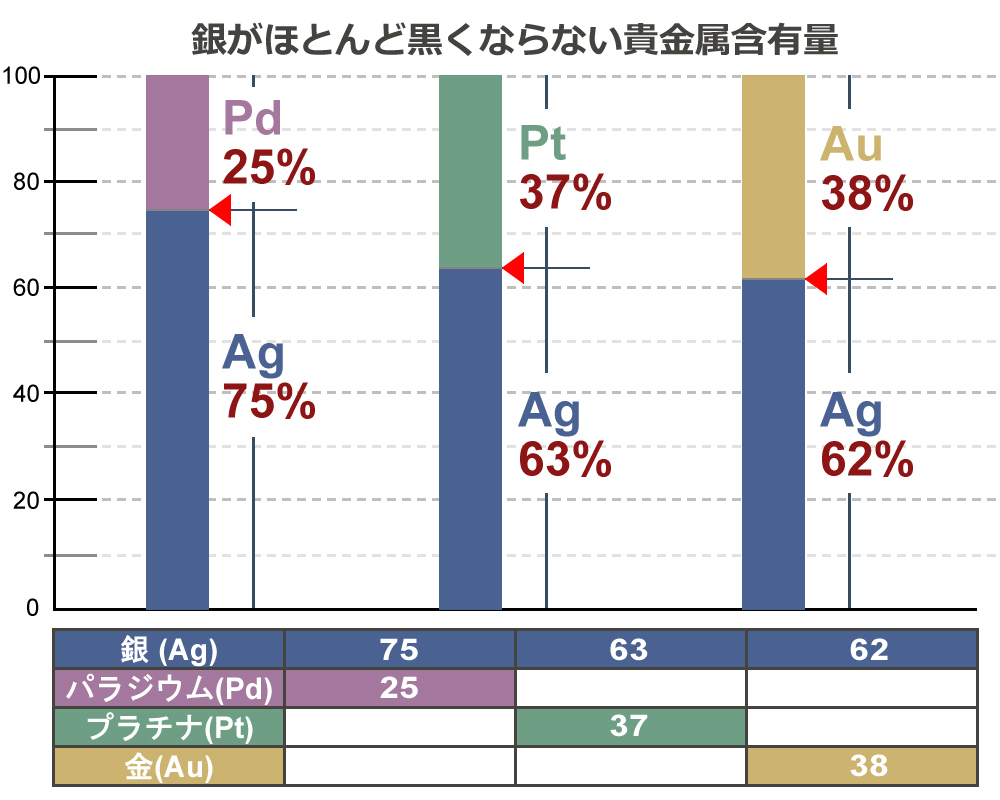
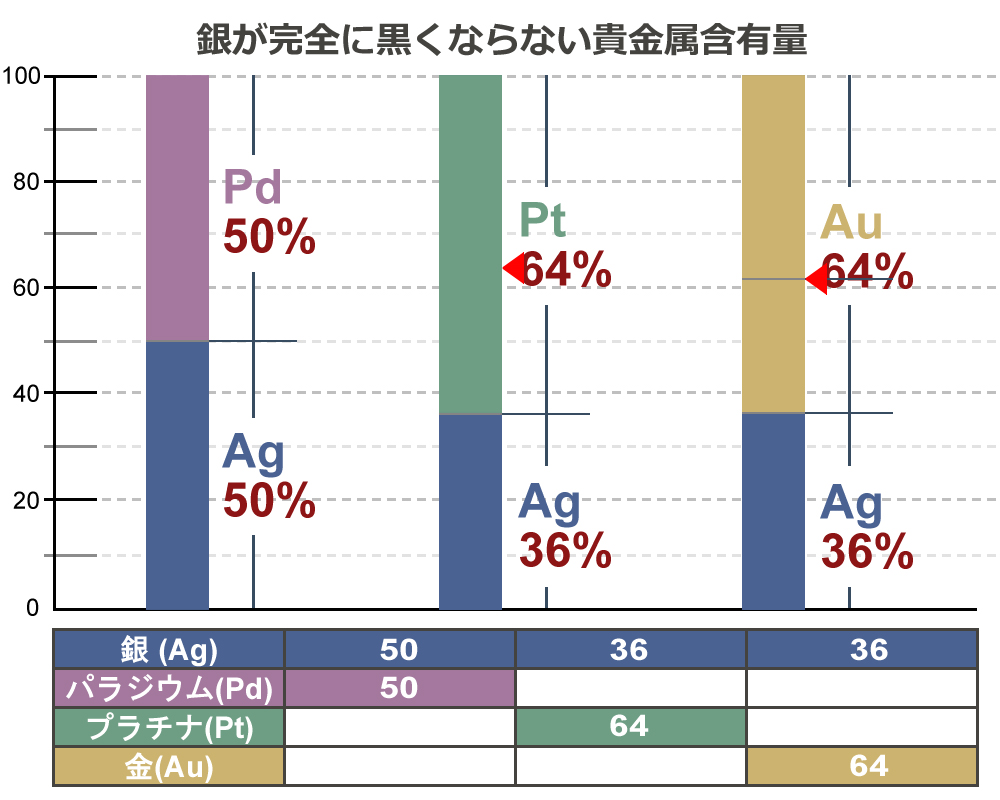
卑金属の添加では遅延はできても完全に防ぐことが難しいため貴金属の添加しかないといわれています。「金Au」「白金Pt」「パラジウムPd」の添加実験では、パラジウムが一番使用量が少なく黒化防止ができる結果が出ています。
銀の黒化防止(遅延)用の卑金属元素
| 元 素 名 | 記 号 | 原子番号 | 融点(℃) | 沸点(℃) | 結晶構造 | 純銀量との混合重量制限 |
| 亜 鉛 | Zn | 30 | 419.46 | 906 | 稠密六方 | 約23%以下 |
| インジウム | In | 49 | 156.40 | 2013 | 面心立方 | 約21%以下 |
| ス ズ | Sn | 50 | 231.90 | 2270 | 体心立方 | 約10.5%以下 |
| アンチモン | Sb | 51 | 630.50 | 1440 | 斜方六面 | 約7%以下 |
| (カドミウム) | Cd | 48 | 320.90 | 765 | 稠密六方 | 約43.2%以下 |
※ 重量%の限度をこえると金属間化合物などが生成され、合金の性質が急速に悪くなる。 | ||||||
銀-パラジウム合金の性質
銀とパラジウムの合金は全率固溶体です。
このため、全ての組成範囲で完全に溶け合い、単一の結晶構造(面心立方格子)を形成するので、合金全体に渡り安定した機械的、電気的、化学的性質を持ちやすく、原子のすべり運動が妨げられにくいので、展延性にすぐれています。
このように、この合金の特徴は、柔軟で加工性がよい合金ですが、銀(Ag) 75%-パラジウム(Pd) 25%の比率では使用中に亀裂が入りやすい欠点があります。
銀 - パラジウム合金の加工割れの防止
金(Au) を5%以上加え、銀-パラジウム-金の三元合金にすると、強靭性が増し亀裂の防止が可能となります。また、金も面心立方格子であり、原子サイズも近いため、この三元合金も全率固溶体を形成します。
全率固溶体であっても、他の合金と同様に偏析は発生します。銀 - パラジウムの二元合金より濃度勾配や拡散速度の違いにより、より複雑な偏析パターンを示す可能性がありますので鋳造後の冷却には注意が必要です。
金以外で、加工性を確保しながら割れを防止できる元素として、「銅」「亜鉛」「インジウム」「プラチナ」などが挙げられます。これらの添加元素の量は求められる特性により歯科用・宝飾用・工業用で大きく異なります。
添加量の目安を下記の通り示しますので参考にして下さい。
| 金 (Au) | 数%~数十% |
| 宝飾用では、加工性の向上で5%程度。ホワイトゴールドなどの色調補正で数十%の添加。 歯科用では、歯科用合金のJIS規格やISO規格で、各元素の許容範囲が厳密に定められている。 | |
| 銅(Cu) | 数%~20% |
| 固溶硬化による強度・硬さの向上と価格の抑制。 | |
| 亜 鉛(Zn) | 通常は、数%以下 |
| 鋳造性の向上(脱酸剤、流動性改善)と融点の低下。 | |
| インジウム(In) | 通常は、数%以下 |
| 鋳造性の向上(脱酸効果、流動性改善)と融点の低下。 | |
| プラチナ(Pt) | 数%~数十% |
| 強度・硬さの向上・耐食性の向上。 | |
| リン銅(Cu3P) | 0.1%~0.2% |
| 鋳造性の向上(脱酸効果、流動性改善)。但し、過剰な使用及び、溶融時間の不足で合金が脆くなる。 | |
※ これらの元素は、単独で添加するより、互いに組み合わせて添加することで、より優れた特性を発揮します。
銀-パラジウム合金の鋳造について
銀とパラジウム平衡状態図を見ると分かる通り、この2つの金属を合金すると融点が極端に高くなります。
パラジウムが20%以上になると石膏系埋没材の使用温度域を超えてしまいます。シリカ系埋没材に変えないと「鋳肌が荒れ」「焼き付き」が起こり、石膏系埋没材の熱分解で「ガス鋳巣」も発生します。
銅Cu) を加えると融点が下がり、鋳造し易くなります。例えば、パラジウムが30%入った銀合金に銅を10%入れると、融点は、1100℃以下になります。しかし、銅の添加量が増えると地金の色調が赤味を増します。
また、この合金に銅を7%以上入れると、時効硬化の特性が得られるので、地金を硬くすることができます。
銀もパラジウムも『酸素を吸収する金属』の代表にあげられるほど溶解時に多量の酸素を吸収するので、真空溶解か不活性ガス雰囲気下での溶解が好ましいと思います。大気中で溶解を行う場合には脱酸材を使用して脱ガスする必要があります。
銀-パラジウムの二元合金の鋳造は、シリカ系埋没材を使い、鋳造温度は融点プラス100~150℃が目安です。一般論では、温度が高い方が鋳巣の発生を抑えられるはずですが、実際には鋳造物を仕上げた結果で温度の微調整します。尚、鋳型温度は900~950℃で鋳造を行います。

| パラジウム含有量(%) | 凝固開始温度(℃) | 固相温度(℃) |
| 10 | 1055 | 1000 |
| 20 | 1145 | 1075 |
| 30 | 1220 | 1150 |
| 40 | 1295 | 1225 |
| 50 | 1340 | 1295 |
銀-パラジウム合金の脱型について
銀-パラジウムの二元合金は、表面偏析を起こしやすい合金です。なので鋳型のの脱型は、偏析を防止するために出来るだけ早く急冷する必要があります。
偏析の防止策は、鋳造後の高温の状態から原子の拡散が起こる約500℃以下の温度帯を素早く通過させる必要があります。
しかし、この二元合金はもとより、特に亜鉛や銅などの元素が入った合金の場合、急冷すると熱間亀裂が発生するリスクがあることを念頭に置かなければなりません。
熱間亀裂を恐れる場合には、鋳型の上から見える押し湯が500℃程度、外観では押し湯の色が赤黒い小豆色になった程度の状態で水に投入します。
他の元素が入っている場合には、この温度でも熱間亀裂が発生するリスクがあるので、冷水ではなく、約60~80℃の温水で冷却します。
鋳造物を取り出したら、埋没材を取り除きます。石膏系埋没材であればウォータージェットや超音波洗浄でおとせますが、シリカ系埋没材などの無結合型埋没材の場合には強アルカリ液などの薬品で煮て取り除く必要がある場合があります。
強アルカリなどの薬品を取り扱う場合には安全に注意して使用及び保管して下さい。
銀-パラジウム合金の偏析について
銀とパラジウムは、液相では完全に混ざり合いますが、固相では混合物中の組成によって相分離を起こすことがあります。
これにより、合金の凝固時に組成の不均一が生じます。
銀とパラジウムは、それぞれの凝固点が異なります(銀: 961.8℃、パラジウム: 1555℃)。合金が冷却されて凝固する際、まずパラジウムが多く含まれる高融点の結晶が晶出します。これにより、周囲の残った液相には銀の濃度が高まり、後に凝固する部分には銀が豊富な結晶が形成されます。
また、凝固の際、銀はパラジウムよりも表面エネルギーが低いため、銀が表面に表面偏析する傾向があります。
この偏析による表面組成の変化が、合金の特性(触媒作用、耐食性など)に影響を与えます。
銀 - パラジウム合金の容態化処理
偏析の対策として、溶態化処理があります。
これは、この合金が完全に均一な固溶体となるように加熱・保持し、その後急冷する熱処理です。
銀とパラジウムは、全組成範囲で固溶体を形成するため、処理の基本的な原理は同じですが、組成比によって適切な温度が異なります。
溶態化処理の温度と時間
溶態化処理の温度は、合金の融点に近接した高温で行われる必要があります。
銀とパラジウムの合金は、組成によって融点が961.78℃(Ag)から1554.9℃(Pd)の間で変化します。
■ 一般的な処理の目安
● 温度: 900°C 〜 1200°Cの範囲
● 時間: 30分 〜 60分の範囲
● どのような組成の合金であっても、熱処理後、均一な状態を維持するために、水中に急冷することが重要です。
組成に違いによる処理条件
| 銀リッチ(Ag 80%) | ● 温 度 : 約900°C 〜 1000°C ● 時 間 : 30分 〜 60分 |
| この温度範囲で、原子が十分に拡散して均一化する。 銀の含有量が多い合金は、融点が比較的低いため、より低い温度での処理が可能。 | |
| 中間組成(Ag 50% - Pd 50%) | ● 温 度 : 約1000°C 〜 1100°C ● 時 間 : 30分 〜 60分 |
| 銀とパラジウムの比率がほぼ等しい合金では、両方の元素の拡散を考慮した中間的な温度が適切。 | |
| パラジウムリッチ(Pd 80%) | ● 温 度 : 約1100°C 〜 1200°C ● 時 間 : 30分 〜 60分 |
| パラジウムの含有量が多い合金は、融点が高くなるため、より高温での処理が必要となる。 この高い温度でなければ、PdとAgの原子が十分に拡散せず、不均一な状態が残る可能性がある。 | |
※ 注 意 点
■ 空気中での高温加熱は、銀の酸化やパラジウムの表面酸化(PdO)を引き起こす可能性があります。
これを防ぐために、不活性ガス(アルゴンなど)雰囲気下または真空での処理が推奨されます。
■ 炉内の温度分布にばらつきがある場合、十分な時間をかけて全体が均一な温度に達していることを確認する必要があります。
冷却の矛盾
さて、このコラムをお読みいただいて、ひとつの矛盾を発見しませんでしたか?
冷却で、熱間亀裂を防止するためには500℃以下の冷却を推奨し、一方では偏析を軽減、修繕するための熱処理では急冷を推奨してます。
銀とパラジウムの合金では、急冷による熱間亀裂を起こしやすく、特に銀75%とパラジウム25%の組成では割れに対して注意が必要です。
製品を作る場合、まず第一に鋳造後の製品の割れは絶対的に防止になければなりません。また、一部の宝飾品のように、ある程度の偏析を犠牲にする考え方があります。この為、鋳造直後では、500℃前後まで金属を冷やしてから脱型することを推奨しています。
しかし、歯科技工製品や工業部品は当然のこと、宝飾品といえども、一定の機械特性を確保しないと製品強度で不安が残ります。
この為、最大の割れのリスクを軽減しながら、熱処理による製品強度を確保します。
急冷のリスクの違い
溶態化処理後の急冷による熱間亀裂のリスクは、実は鋳造直後のリスクとは要因が異なります。
慎重に行うことは重要ですが、容態化処理後の急冷は、鋳造直後よりも組織が安定しているため、リスクはやや低い傾向にあります。
急冷した場合のリスクの違いを以下にまとめます。
| 鋳造後の急冷 | 溶態化処理後の急冷 | |
| タイミング | 押し湯が凝固した直後 | 固体の状態を再加熱した後 |
| 主なリスク | 内部では、高温の状態である可能性が高く、合金の組織が不安定であるため、凝固収縮と急冷による応力の複合的なサーマルクラック(ホットティア)のリスクが高い。 鋳造後の急冷では、60℃~80℃の温水で行うことを推奨。 | 一度凝固した固体であるため、表面と内部の温度差が比較的少なく、容態化処理により、より安定した固溶体組織になっているため、割れのリスクが鋳造後より少ない。 |
上記の理由で、このコラムでは、鋳造後の500℃程度までの徐冷と溶態化処理後の急冷を推奨しています。